-
1 совместная стойкость
( металла и покрытия) joint resistanceАнгло-русский словарь технических терминов > совместная стойкость
-
2 joint resistance
1) Техника: контактное сопротивление, совместная стойкость (металла и покрытия), сопротивление контакта, сопротивление перехода (в полупроводниковых приборах)3) Электрохимия: совместная коррозионная стойкость (в связи с присутствием на поверхности металла инертных окислов металлов, смазок и красок) -
3 clarification
очищение
осветление
отмучивание
процеживание
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
разъяснение
—
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
26. Осветление
D. Klarung
E. Clarification
F. Eclaircissement
Обработка поверхности основного металла или покрытия химическим способом для придания светлого оттенка
Источник: ГОСТ 9.008-73: ЕСЗКС. Покрытия металлические и неметаллические неорганические. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > clarification
-
4 joint resistance
Англо-русский словарь технических терминов > joint resistance
-
5 enameling iron
Эмалированное железо.Малоуглеродистая, холоднокатаная листовая сталь, изготовленная специально для использования в качестве основного металла для покрытия фарфоровой эмалью. -
6 joint resistance
* * *
* * *Англо-русский словарь нефтегазовой промышленности > joint resistance
-
7 joint resistance to corrosion
Универсальный англо-русский словарь > joint resistance to corrosion
-
8 product specification
3.1 технические условия (product specification): Составляемый изготовителем документ (ТУ, СТО и др.), который в зависимости от вида сварочного материала устанавливает ряд требований к сварочным материалам (таких как химический состав и механические свойства наплавленного металла, тип покрытия, состав флюса, параметры сварки) и классификационное обозначение в соответствии с конкретным стандартом на классификацию.
Англо-русский словарь нормативно-технической терминологии > product specification
-
9 activation
- напольное устройство для подключения
- возбуждение, включение, запуск
- активизация процедуры
- активизация (в информационных технологиях)
- активация основного покрываемого металла (подслоя)
- активация (в электросвязи)
- активация (в металлургии)
- активация
активация
(образование радионуклидов под действием излучений)
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
активация
Интенсификация физ.-хим. процессов выведением систем из стабильного состояния воздействием на параметры процесса, на физ. или хим. состояние материала. Средствами воздействия (активирования) могут быть термоактивация, механич. удар или трение (механоактивация, трибохимия), радиоакт. излучения, электромагаитное поле, дуговые и искровые разряды, УЗ и т. д., а также предварит, хим. обработка, иногда сочетаемая с физ. воздействиями (напр., механо-хим. модификация минералов - частичное или полное превращение одного минерала в другой при обработке реагентом в процессе измельчения). А., как правило, сопровождается изменением термодинамического состояния вещ-ва, в частности увеличением запаса энергии, к-рая выделяется при хим. взаимодействии. Запас энергии вещ-ва повышается в ходе или после его а. в результате фазовых и структурных изменений, образования возбужд. молекул или распада на радикалы, ион-радикалы, из которых могут образоваться молекулы и др. продукты, с повыш. реакц. способностью.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
активация
Процедура программирования встроенного ПЗУ сотовых телефонов и пейджеров перед выдачей их абоненту; обычно осуществляется с помощью компьютера или специального устройства, называемого программатором. См. voice ~.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
- электросвязь, основные понятия
EN
активация основного покрываемого металла (подслоя)
Ндп. декапирование
Обработка поверхности основного покрываемого металла (подслоя) в растворах химическим или электрохимическим способом для снятия окисного слоя непосредственно перед получением покрытия.
[ГОСТ 9.008-82]Недопустимые, нерекомендуемые
Тематики
- покрытия металл. и неметалл.
EN
DE
FR
активизация
Процесс приведения объекта в состояние готовности выполнять возложенные на него функции.
[ http://www.morepc.ru/dict/]
активизация
Приведение технических и программных средств в активное состояние, например, путем подачи питания (запуска) устройства или загрузки программы в основную память.
[Л.М. Невдяев. Телекоммуникационные технологии. Англо-русский толковый словарь-справочник. Под редакцией Ю.М. Горностаева. Москва, 2002]Тематики
EN
активизация процедуры
Приведение процедуры в состояние готовности к выполнению при ее вызове.
[ ГОСТ 28397-89]Тематики
EN
возбуждение, включение, запуск
—
[В.А.Семенов. Англо-русский словарь по релейной защите]Тематики
EN
напольное устройство для подключения
Специальное устройство, предназначенное для установки электрических аппаратов и электроустановочных изделий, применяемое в напольных, устанавливаемых под полом и заподлицо с полом системах.
[ ГОСТ Р МЭК 61084-1 2007]
напольное устройство для подключения
-
[IEV number 442-02-42]EN
floor service unit
specific apparatus mounting device used when installing a floor system
[IEV number 442-02-42]FR
bloc de distribution au plancher
dispositif de montage d'appareil spécifique utilisé pour les systèmes installés au plancher
[IEV number 442-02-42]
Рис. THORSMAN
Напольное устройство для подключения, установленное заподлицо с полом
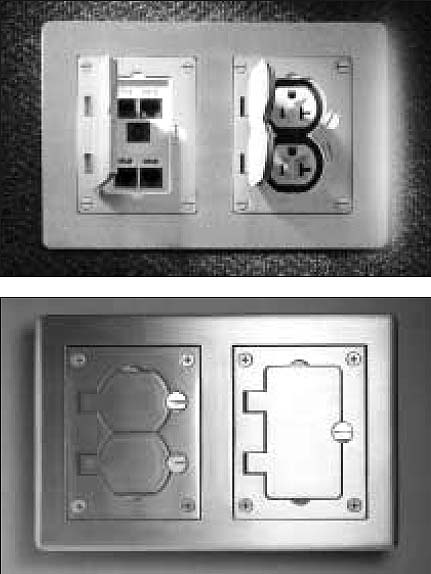
Рис. Wiremold/Legrand
Напольное устройство для подключения, установленное заподлицо с полом
Параллельные тексты EN-RU
An Activation for Every Application!
The Walkerduct Pro Series System offers a complete range of service fittings to meet all power, data and communication requirements.
The flush service fittings are available in brushed aluminum, brass and nonmetallic finishes for single-, double- and triple-duct runs.
Fittings are available for feeding directly out of the underfloor duct preset while keeping the connections to a minimum visibility.
[Wiremold/Legrand]Напольные устройства подключения для любых применений!
Система Walkerduct Pro Series System содержит полный комплект напольных устройств для подключения, допускающих встраивание любых электрических и телекоммуникационных розеток.
В состав серии входят алюминиевые (с матовой поверхностью), латунные и пластмассовые устанавливаемые заподлицо с полом устройства, соединяемые с одно-, двух- и трехканальными коробами.
Кабели попадают в напольные устройства непосредственно из расположенных под чистым полом специальных (глухих) коробов через закрепленные на них монтажные коробки. При этом напольные устройства остаются практически незаметными.
[Перевод Интент]
Тематики
- изделие электромонтажное
- электропроводка, электромонтаж
EN
DE
FR
Activation
Приведение процедуры в состояние готовности к выполнению при ее вызове
Источник: ГОСТ 28397-89: Языки программирования. Термины и определения оригинал документа
23. Активация
Иди. Декапирование I). Aktivicrung
E. Activation
F. Activation
Обработка поверхности основного металла или подслоя для снятия окисного слоя непосредственно перед нанесением покрытия
Источник: ГОСТ 9.008-73: ЕСЗКС. Покрытия металлические и неметаллические неорганические. Термины и определения оригинал документа
Англо-русский словарь нормативно-технической терминологии > activation
-
10 III
- Характеристики
- Требования к исходным материалам
- Рабочая документация архитектурно-строительной части памятника в целом.
- Паяные узлы
- Минимальное обязательное количество зеркал заднего вида
- максимальный уровень
- конденсатор или RC-сборка класса X
- вычислитель
- Внутренние зеркала заднего вида (класс I)
1.5.3 конденсатор или RC-сборка класса X (capacitor or RC-unit of class X): Конденсатор или RC-сборка, применяемые в случаях, когда пробой конденсатора или RC-сборки не ведет к опасности поражения электрическим током.
Конденсаторы класса X подразделяют на три подкласса (см. таблицу IA) в соответствии с импульсным пиковым напряжением, наложенным на напряжение сети, воздействию которых они могут быть подвергнуты при эксплуатации. Такое импульсное напряжение может возникать из-за разрядов молний на наружных линиях, от включения соседнего оборудования или аппаратуры, в которой применяется конденсатор.
Таблица IA
Подкласс
Пиковое импульсное напряжение при эксплуатации, кВ
Категория сборки по МЭК 60664-1
Применение
Пиковое импульсное напряжение UP,подаваемое перед испытанием на срок службы, кВ
Х1
>2,5
£4,0
III
При высоких импульсных напряжениях
При Сном £ 1,0 мкФ UР= 4;
при Сном > 1,0 мкФ
UР=

Х2
£2,5
II
Общего назначения
При Сном £ 1,0 мкФ UР = 2,5;
при Сном > 1,0 мкФ
UР=

Х3
£1,2
-
Общего назначения
Не подается
Примечание - Коэффициент, используемый при уменьшении UРдля значений емкости более 1,0 мкФ, дает возможность поддерживать постоянным значение произведения 1/2Сном · U
 для этих значений емкости.
для этих значений емкости.Источник: ГОСТ Р МЭК 60384-14-2004: Конденсаторы постоянной емкости для электронной аппаратуры. Часть 14. Групповые технические условия на конденсаторы постоянной емкости для подавления электромагнитных помех и соединения с питающими магистралями оригинал документа
3.5 Паяные узлы
Термины, относящиеся к паяным узлам, приведены на рисунках 4 и 5.
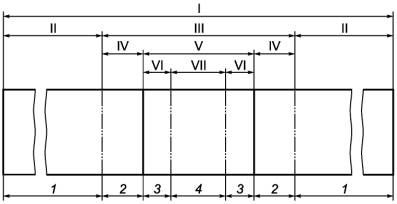
Термины, относящиеся к деталям
Паяный узел/деталь
I
Зона основного материала
II
Паяное соединение
III
Зона термического влияния
IV
Паяный шов
V
Диффузионная/переходная зона
VI
Зона металла припоя
VII
Термины, относящиеся к материалам
Основной материал
1
Основной материал, претерпевший изменения при пайке
2
Диффузионная (переходная) зона
3
Металл припоя
4
Рисунок 4 - Термины, относящиеся к деталям и материалам паяных узлов
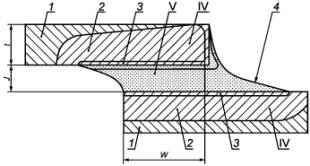
Материал
1 - основной материал;
2 - основной материал, претерпевший изменения при пайке;
3 - диффузионная (переходная) зона;
4 - металл припоя
Узел
IV - зона термического влияния,
V - паяный шов
Размеры
t - толщина детали,
J - эффективная ширина соединения,
W - длина нахлестки
Рисунок 5 - Схема паяного соединения
Источник: ГОСТ Р ИСО 857-2-2009: Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения оригинал документа
5.2 Характеристики
5.2.1 Краны должны обеспечивать подачу воды на смыв при минимальном рабочем давлении 0,1 МПа в количествах и с расходами, указанными в таблице 1.
Таблица 1
Условный проход крана Dy, мм
Расход воды, л/с
Количество воды, поступающей на смыв за один цикл, л
мин.
макс.
мин.
макс.
10, 15
0,2
1,0
0,6
4,0
20
1,0
1,7
4,0
7,0
25
1,5
2,0
6,0
8,0
5.2.2 Краны должны иметь устройство для регулирования количества воды, подаваемой на смыв.
5.2.3 Краны должны быть герметичны и выдерживать пробное давление воды не менее 1,6 МПа для кранов I группы и не менее 0,9 МПа - для кранов II группы.
5.2.4 Краны должны обеспечивать плотное закрытие при рабочих давлениях до 1,0 МПа для кранов I группы и до 0,6 МПа - для кранов II группы.
5.2.5 Конструкция крана должна исключать возможность обратного всасывания загрязненной воды в водопроводную сеть из промываемых приборов при возникновении разрежения в системе водопровода до 0,08 МПа. При этом высота подъема воды в смывной трубе не должна превышать 250 мм.
5.2.6 Конструкция крана должна обеспечивать такое его закрытие, при котором давление воды в водопроводной сети перед ним не должно увеличиваться более чем на 50% по сравнению со статическим давлением.
5.2.7 Усилие на пусковое устройство (ручка, кнопка) крана, необходимое для его открытия, не должно быть более 35 Н, а открывание и закрывание вентиля должно происходить при крутящем моменте не более 2Н × м при давлениях, указанных в п. 5.2.4.
5.2.8 Технический ресурс кранов с учетом замены резино-технических изделий должен составлять не менее 100000 рабочих циклов, наработка до отказа - не менее 50000 циклов.
5.2.9 Краны должны классифицироваться по трем акустическим группам I, II, III в зависимости от значения La - уровня шума арматуры в дБА или Ds - приведенной разности уровней в дБА в соответствии с таблицей 2 для вновь разрабатываемой водоразборной арматуры.
Таблица 2 Уровень шума в дБА
Акустическая группа
Ds
La
I
³ 25
£ 20
II
³ 25
£ 30
III
< 15
< 50
5.2.10 Параметр шероховатости видимых в условиях эксплуатации поверхности деталей с защитно-декоративным гальваническим покрытием должен быть Ra £ 0,63 по ГОСТ 2789.
5.2.11 Наружная видимая после монтажа поверхность крана из цветных металлов должна иметь защитно-декоративное гальваническое покрытие вида Н9.б.Х.б по ГОСТ 9.303.
Допускается применение других видов защитно-декоративных покрытий, обеспечивающих качество защиты и декоративность в течение установленного ресурса.
5.2.12 Защитно-декоративное покрытие должно быть сплошным, не иметь отслаивания покрытия и др. дефектов и должно удовлетворять ГОСТ 9.301.
5.2.13 Детали, изготовленные из пластмасс, не должны иметь трещин, вздутий, наплывов, раковин, следов холодного спая и посторонних включений, видимых без применения увеличительных приборов. Выступы или углубления в местах удаления литников не должны превышать 1 мм, а следы от разъема пресс-форм - не более 0,5 мм.
Не допускаются отклонения формы деталей, влияющие не качество их сопряжений.
5.2.14 Детали крана, изготовленные из металла, не должны иметь видимых дефектов (вмятин, гофр, царапин и др.).
5.2.15 Основные размеры метрической резьбы должны соответствовать требованиям ГОСТ 24705 с допусками по ГОСТ 16093, степень точности 7Н - для внутренней и 8g - для наружной резьбы.
Резьба должна быть чистой и не иметь поврежденных витков. Сбеги резьб, недорезы проточки и фаски должны выполняться по ГОСТ 10549. Не допускается наличие сорванных витков, а также заусенцы на поверхности резьбы, препятствующие соединению деталей.
Источник: ГОСТ 11614-94: Краны смывные полуавтоматические. Технические условия оригинал документа
7.1.1 Внутренние зеркала заднего вида (класс I)
Отражающая поверхность должна иметь такие размеры, чтобы в них можно было вписать прямоугольник, одна из сторон которого равна 4 см, а другая α,если
7.1.2 Внешние зеркала заднего вида (классы II и III)
7.1.2.1 Отражающая поверхность должна иметь такие размеры, чтобы в них можно было вписать:
7.1.2.1.1 прямоугольник, высота которого составляет 4 см, а основание, измеренное в сантиметрах, равно α;
7.1.2.1.2 сегмент, параллельный высоте прямоугольника, длина которого, выраженная в сантиметрах, равна b.
7.1.2.2 Минимальные значения α и b приведены в следующей таблице.
Классы зеркал заднего вида
Категория транспортных средств, для которых предназначены зеркала заднего вида
α
β
II
М2, М3, N2 и N3

20
III
M1 и N1, N2 и N3 (в случае применения предписаний 16.2.1.3)

7
Источник: ГОСТ Р 41.46-99: Единообразные предписания, касающиеся официального утверждения зеркал заднего вида и механических транспортных средств в отношении установки на них зеркал заднего вида оригинал документа
16.2.1 Минимальное обязательное количество зеркал заднего вида
16.2.1.1 Для транспортных средств категорий М и N предписываемое в 16.5 поле обзора должно обеспечиваться минимальным обязательным количеством зеркал заднего вида, указанным в таблице.
16.2.1.2 Однако в случае транспортных средств категорий М1 и N1:
16.2.1.2.1 если внутреннее зеркало заднего вида не отвечает предписаниям 16.5.2, то на транспортном средстве должно быть установлено дополнительное внешнее зеркало заднего вида. Это зеркало устанавливают с правой стороны транспортного средства в странах с правосторонним движением и с левой стороны - в странах с левосторонним движением;
Категория транспортного средства
Внутренние зеркала заднего вида класса I
Количество зеркал заднего вида
Основные зеркала классов
Широкоугольные зеркала класса IV
Зеркала бокового обзора класса V
II
III
M1
1
(см. также
16.2.1.2)
-
(см. также 16.2.1.2.3)
1 Устанавливается на стороне, противоположной стороне направления движения (см. также 16.2.2.1)
-
-
М2
-
2
(по одному с левой и правой сторон)
-
(см. также 16.2.2.4)
(см. также 16.2.2.2 и 16.3.7)
М3
-
2
(по одному с левой и правой сторон)
-
(см. также 16.2.2.4)
(см. также 16.2.2.2 и 16.3.7)
N1
1
(см. также 16.2.1.2)
(см. также 16.2.1.2.3)
1 Устанавливается на стороне, противоположной стороне направления движения (см. также 16.2.2.1)
-
-
N2 ≤ 7,5 т
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
(см. также 16.2.2.4 и 16.2.1.4)
-
(см. также 16.2.2.2 и 16.3.7)
N2 ≥ 7,5 т
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
1
-
1
(см. также 16.3.7)
N3
-
(см. также 16.2.2.3)
2
(по одному с левой и правой сторон)
-
(см. также 16.2.1.3)
1
-
1
(см. также 16.3.7)
Источник: ГОСТ Р 41.46-99: Единообразные предписания, касающиеся официального утверждения зеркал заднего вида и механических транспортных средств в отношении установки на них зеркал заднего вида оригинал документа
1.2. Характеристики
1.2.1. Качественные показатели зол различных видов должны соответствовать требованиям, указанным в таблице.
Наименование показателя
Вид сжигаемого угля
Значение показателя в зависимости от вида золы
I
II
III
IV
1. Содержание оксида кальция (СаО), % по массе:
для кислой золы, не более
Любой
10
10
10
10
для основной золы, св.
Бурый
10
10
10
10
в том числе:
свободного оксида кальция (СаОсв) не более:
для кислой золы
Любой
Не нормируется
для основной золы
Бурый
5
5
Не нормируется
2
2. Содержание оксида магния (MgO), % по массе, не более
Любой
5
5
Не нормируется
5
3. Содержание сернистых и сернокислых соединений в пересчете на SO3, % по массе, не более:
для кислой золы
Любой
3
5
3
3
для основной золы
Бурый
5
5
6
3
4. Содержание щелочных оксидов в пересчете на Na2O, % по массе, не более:
для кислой золы
Любой
3
3
3
3
для основной золы
Бурый
1,5
1,5
3,5
1,5
5. Потеря массы при прокаливании (п.п.п.), % по массе, не более:
для кислой золы
Антрацитовый
20
25
10
10
Каменный
10
15
7
5
Бурый
3
5
5
2
для основной золы
Бурый
3
5
3
3
6. Удельная поверхность, м2/кг, не менее:
для кислой золы
Любой
250
150
250
300
для основной золы
Бурый
250
200
150
300
7. Остаток на сите № 008, % по массе, не более:
для кислой золы
Любой
20
30
20
15
для основной золы
Бурый
20
20
30
15
Примечания:
1. Допускается в основных золах содержание свободного оксида кальция СаОсв и оксида магния MgO выше указанного в таблице, если обеспечивается равномерность изменения объема образцов при испытании их в автоклаве или применение этих зол обосновано специальными исследованиями бетона по долговечности с учетом конкретных условий эксплуатации.
2. Допускается в золах содержание сернистых и сернокислых соединений и потеря массы при прокаливании выше указанных в таблице, если применение этих зол обосновано специальными исследованиями по долговечности бетонов и коррозионной стойкости арматуры.
3. Допускается в золах I - III видов больший остаток на сите № 008 и меньшая величина удельной поверхности, чем указано в таблице, если при применении этих зол обеспечиваются заданные показатели качества бетона.
1.2.2. Золы в смеси с портландцементом должны обеспечивать равномерность изменения объема при испытании образцов кипячением в воде, а основные золы III вида - в автоклаве.
1.2.3. Влажность золы должна быть не более 1 % по массе.
1.2.4. Золы-уноса в зависимости от величины суммарной удельной эффективной активности естественных радионуклидов Аэфф применяют:
для производства материалов, изделий и конструкций, применяемых для строительства и реконструкции жилых и общественных зданий при Аэфф до 370 Бк/кг;
для производства материалов, изделий и конструкций, применяемых для строительства производственных зданий и сооружений, а также строительства дорог в пределах территорий населенных пунктов и зон перспективной застройки при Аэфф свыше 370 Бк/кг до 740 Бк/кг.
При необходимости в национальных нормах, действующих на территории государства, величина удельной эффективной активности естественных радионуклидов может быть изменена в пределах норм, указанных выше.
Источник: ГОСТ 25818-91**: Золы-уноса тепловых электростанций для бетонов. Технические условия
4.2 Требования к исходным материалам
4.2.1 Для приготовления смесей следует применять нефтяные дорожные битумы марок БНД(БН) 90/130 и 60/90 по ГОСТ 22245-90*.
4.2.2 Для пластификации старого битума, содержащегося в грануляте, рекомендуется использовать менее вязкие битумы и добавки поверхностно-активных веществ катионного типа. В качестве пластифицирующих добавок при производстве смесей с добавками гранулята допускается применение жидких дорожных битумов марок МГ и МГО по ГОСТ 11955-82*.
4.2.3 В качестве крупных фракций минерального материала следует применять щебень из плотных горных пород с максимальным размером зерен 20 мм для мелкозернистых смесей и 40 мм - для крупнозернистых смесей по ГОСТ 8267-93*.
4.2.4 Физико-механические свойства щебня должны отвечать требованиям ГОСТ 9128-97* в зависимости от вида, типа и марки выпускаемой асфальтобетонной смеси.
4.2.5 Песок для приготовления смесей должен отвечать требованиям ГОСТ 8736-93* и ГОСТ 9128-97*.
4.2.6 Для приготовления смесей следует применять минеральный порошок, отвечающий требованиям ГОСТ Р 52129-2003.
4.2.7 В качестве гранулята следует использовать продукты холодного фрезерования асфальтобетонных покрытий в виде крошки или гранулята асфальтобетонного лома, прошедшего предварительное измельчение в дробильно-сортировочной установке.
4.2.8 Максимальный размер гранулята старого асфальтобетона должен быть не более 20 мм.
4.2.9 Перед подбором состава асфальтобетонной смеси и ее приготовлением партию старого асфальтобетона следует испытать в лаборатории для определения среднего зернового состава минеральной части и среднего содержания битума. Минимальный объем партии гранулята должен быть достаточным для непрерывной работы асфальтосмесительной установки в течение одной смены.
4.2.10 Гранулят в каждой партии должен быть однородным по составу. Коэффициент вариации содержания щебня (фр. 5 - 20 мм) и песка (фр. 0,071 - 5 мм) в партии гранулята не должен превышать 0,25. Коэффициент вариации содержания зерен размером менее 0,071 мм и битума не должен превышать 0,20. При больших значениях коэффициента вариации штабель гранулята асфальтовой крошки следует перемешивать для придания однородности материалу.
4.2.11 Физико-механические свойства асфальтобетонов с добавкой гранулята должны отвечать требованиям ГОСТ 9128-97*. Кроме этого, предел прочности при сжатии плотных асфальтобетонов всех типов при температуре 50 °С не должен превышать для марки I - 1,8, марки II - 2,0, марки III - 2,ЗМПа. Данное требование не распространяется на результаты испытаний образцов, отформованных вторично из вырубок и кернов, отобранных из уплотненного покрытия.
4.2.12 Составы асфальтобетонных смесей с добавками гранулята следует подбирать в лаборатории с выполнением всех требований ГОСТ 9128-97* и настоящих ТР. При подборе состава смеси необходимо принимать в расчет средний состав и свойства старого асфальтобетона в заготовленной партии, определяемые в соответствии с ГОСТ 12801-98*. При этом размеры зерен минеральной части старого асфальтобетона менее 0,63 мм, от 0,36 до 5 мм и более 5 мм принимаются как части минерального порошка, песка и щебня соответственно, а содержание битума в составе гранулята - как часть битума в проектируемой смеси.
4.2.13 Температура смеси при выпуске из смесителя должна отвечать требованиям ГОСТ 9128-97*.
4.2.14 Показатель однородности асфальтобетонов с добавкой гранулята, определяемый по величине коэффициента вариации прочности на сжатие при температуре 50°С, должен соответствовать указанному в таблице 1.
Таблица 1 - Требования к однородности смесей
Наименование показателя
Значения коэффициента вариации по маркам, не более
I
II
III
Прочность на сжатие при температуре 50 °С
0,16
0,18
0,20
5.1.2. Рабочая документация архитектурно-строительной части памятника в целом.
Таблица 5.7.
№№ п.п.
Объем памятника, в тыс. куб.м.
Базовая цена, руб.
Категории сложности
I
II
III
IV
а
б
в
г
1.
до 0,25
6433
7301
9241
12416
2.
0,5
7736
8799
11165
14994
3.
1,0
8697
99999
12832
17496
4.
3,0
12348
14100
17972
24312
5.
5,0
15300
17496
22329
30260
6.
10,0
21385
24499
31315
42505
7.
20,0
29562
33894
43382
58946
8.
30,0
35476
40693
52112
70842
9.
50,0
55380
63592
81504
110896
10.
70,0
84516
97085
204103
169493
11.
100,0
115466
132689
170199
231764
12.
150,0
167288
192281
246699
336015
13.
200,0
219180
251975
323327
440435
14.
На каждые 50,0 более 200,0
44088
50759
65149
88763
3.21 вычислитель: Средство измерительной техники, которое преобразовывает выходные сигналы средств измерений объема и расхода газа, измерительных преобразователей параметров потока и среды и вычисляет объем газа, приведенный к стандартным условиям.
Примечание - Для вычислителя нормируют предел допускаемой погрешности преобразования входных сигналов и погрешность вычислений».
Раздел 4. Четвертый абзац изложить в новой редакции:
«ПР - преобразователь расхода;».
Подраздел 5.1.Третий, четвертый абзацы. Заменить слова: «более 105 м3/ч» на «от 105 м3/ч включ.»; «более 2 × 104 до 105 м3/ч включ.» на «от 2 × 104 до 105 м3/ч включ.»;
седьмой - последний абзацы изложить в новой редакции:
«По назначению СИКГ подразделяют на следующие классы:
- А - СИКГ, предназначенные для выполнения измерений в целях проведения взаимных расчетов;
- Б - СИКГ, предназначенные для выполнения измерений объемов газа, потребляемого на собственные технологические и инфраструктурные нужды (выработка электроэнергии, котельные, печи подогрева нефти, печи УПСВ, путевые подогреватели и т. п.);
- В - СИКГ, предназначенные для выполнения измерений объемов газа, сбрасываемых в атмосферу и сжигаемых на факелах (установки сброса газа на свечу, факельные установки и т. п.)».
Подраздел 5.2. Таблицу 1 изложить в новой редакции:
Таблица 1
Категория
Пределы допускаемой относительной
А
Б
В
I
±1,5
±2,5
±5,0
II
±2,0
±2,5
±5,0
III
±2,5
±3,0
±5,0
IV
±3,0
±4,0
±5,0
Примечание - При отсутствии технических решений, обеспечивающих однофазность потока по измерительной линии, для всех категорий и классов СИКГ пределы допускаемой относительной погрешности измерений объема свободного нефтяного газа, приведенного к стандартным условиям, составляют не более ±5 %».
Подпункт 5.3.4.3. Первый абзац изложить в новой редакции:
«Относительную погрешность объема газа, приведенного к стандартным условиям, по результатам измерений при помощи СИ объема (объемного расхода) при рабочих условиях определяют при отсутствии в составе СИ корректора или вычислителя и при их наличии»;
формула (3). Экспликацию изложить в новой редакции:
«
 p - коэффициент влияния давления на объем газа, приведенный к стандартным условиям;
p - коэффициент влияния давления на объем газа, приведенный к стандартным условиям;dp - относительная погрешность измерений давления газа;
 - коэффициент влияния температуры на объем газа, приведенный к стандартным условиям;
- коэффициент влияния температуры на объем газа, приведенный к стандартным условиям;dТ - относительная погрешность измерений температуры газа;
 - относительная погрешность определения коэффициента сжимаемости газа.»;
- относительная погрешность определения коэффициента сжимаемости газа.»;Источник: 1:
3.28 максимальный уровень: Максимально допустимый уровень наполнения резервуара жидкостью при его эксплуатации, установленный технической документацией на резервуар».
Раздел 4. Наименование изложить в новой редакции: «4 Методы поверки».
Пункт 4.1 после слова «методом» изложить в новой редакции:
«Допускаются:
- комбинация геометрического и объемного методов поверки, например, определение вместимости «мертвой» полости или вместимости резервуара в пределах высоты неровностей днища объемным методом при применении геометрического метода поверки;
- комбинация динамического объемного и статического объемного методов поверки».
Пункты 5.1.1 (таблица 1, головка), 5.1.2. Заменить значение: 50000 на 100000.
Подраздел 5.2. Наименование. Заменить слово: «основных» на «рабочих эталонов».
Подпункты 5.2.1.1, 5.2.1.2, 5.2.1.10, 5.2.2.5 изложить в новой редакции:
«5.2.1.1 Рулетки измерительные 2-го класса точности с верхними пределами измерений 10, 20, 30 и 50 м по ГОСТ 7502.
5.2.1.2 Рулетки измерительные с грузом 2-го класса точности с верхними пределами измерений 10, 20 и 30 м по ГОСТ 7502.
5.2.1.10 Штангенциркуль с диапазонами измерений: от 0 до 125 мм; от 0 до 150 мм; от 150 до 500 мм; от 500 до 1600 мм (черт. 3) по ГОСТ 166.
5.2.2.5 Рулетки измерительные с грузом 2-го класса точности с пределами измерений 10, 20 и 30 м по ГОСТ 7502».
Подраздел 5.2 дополнить подпунктами - 5.2.1.19, 5.2.2.9:
«5.2.1.19 Анализатор течеискатель АНТ-3.
5.2.2.9 Анализатор течеискатель АНТ-3».
Пункт 5.2.4. Заменить слова: «Основные средства поверки резервуаров» на «Применяемые рабочие эталоны и средства поверки».
Пункт 5.2.5 дополнить словами: «по взрывозащищенности - ГОСТ 12.1.011».
Подпункт 5.3.1.4 изложить в новой редакции:
«5.3.1.4 Резервуар при первичной поверке должен быть порожним. При периодической и внеочередной поверках в резервуаре может находиться жидкость до произвольного уровня, а в резервуаре с плавающим покрытием - до минимально допустимого уровня, установленного в технологической карте резервуара.
Плавающая крыша должна быть освобождена от посторонних предметов (от воды и других предметов, не относящихся к плавающей крыше)».
Подпункт 5.3.1.5 до слов «В этом случае» изложить в новой редакции:
«При наличии жидкости в резервуаре для нефтепродукта при его поверке (периодической или внеочередной) допускается использовать результаты измерений вместимости «мертвой» полости, полученные ранее, и вносить их в таблицу Б.9 приложения Б, если изменение базовой высоты резервуара по сравнению с результатами ее измерений в предыдущей поверке составляет не более 0,1 %, а изменения степени наклона и угла направления наклона резервуара составляют не более 1 %»;
подпункт дополнить примечанием:
«Примечание - Вместимость «мертвой» полости резервуара для нефти и нефтепродуктов, образующих парафинистые отложения, при проведении периодической и внеочередной поверок допускается принимать равной ее вместимости, полученной при первичной поверке резервуара или полученной при периодической поверке резервуара после его зачистки».
Подпункт 5.3.2.1. Примечание после слов «до плюс 2 °С - при применении дизельного топлива» дополнить словами: «и воды;».
Пункт 5.3.3 исключить.
Пункт 6.1 после слов «(государственной) метрологической службы» дополнить знаком сноски:1); дополнить сноской:
«1) На территории Российской Федерации орган государственной метрологической службы проходит аккредитацию на право проведения поверки резервуаров».
Пункт 6.2 изложить в новой редакции:
«6.2 Поверки резервуара проводят:
- первичную - после завершения строительства резервуара или капитального ремонта и его гидравлических испытаний - перед вводом его в эксплуатацию;
- периодическую - по истечении срока межповерочного интервала;
- внеочередную - в случаях изменения базовой высоты резервуара более чем на 0,1 % по 9.1.10.3; при внесении в резервуар конструктивных изменений, влияющих на его вместимость, и после очередного полного технического диагностирования».
Пункт 7.1. Заменить слова: «в установленном порядке» на «и промышленной безопасности в установленном порядке2)».
Пункт 7.1, подпункт 7.1.1 дополнить сноской - 2):
«2) На территории Российской Федерации действует Постановление Росгортехнадзора № 21 от 30.04.2002».
Пункт 7.1 дополнить подпунктом - 7.1.1:
«7.1.1 Измерения величин при поверке резервуара проводит группа лиц, включающая поверителя организации, указанной в 6.1, и не менее двух специалистов, прошедших курсы повышения квалификации, и других лиц (при необходимости), аттестованных по промышленной безопасности в установленном порядке2)».
Пункт 7.3 дополнить подпунктом - 7.3.3:
«7.3.3 Лица, выполняющие измерения, должны быть в строительной каске по ГОСТ 12.4.087».
Пункт 7.6. Заменить слова: «или уровень» на «и уровень».
Пункт 7.8 дополнить словами: «и должен быть в строительной каске по ГОСТ 12.4.087».
Пункт 7.9 изложить в новой редакции:
«7.9 Средства поверки по 5.2.1.4, 5.2.1.17, 5.2.1.19 при поверке резервуара геометрическим методом, средства поверки по 5.2.2.1, 5.2.2.2, 5.2.2.8, 5.2.2.9, 5.2.5 при поверке объемным методом должны быть во взрывозащищенном исполнении для групп взрывоопасных смесей категории II В-ТЗ по ГОСТ 12.1.011 и предназначены для эксплуатации на открытом воздухе».
Пункт 7.10 после слова «резервуара» дополнить словами: «в рабочей зоне»;
заменить слова: «на высоте 2000 мм» на «(на высоте 2000 мм)».
Подпункт 8.2.8 исключить.
Подпункт 9.1.1.1 изложить в новой редакции:
«9.1.1.1 Длину окружности Lн измеряют на отметке высоты:
- равной 3/4 высоты первого пояса, если высота пояса находится в пределах от 1500 до 2250 мм;
- равной 8/15 высоты первого пояса, если высота пояса составляет 3000 мм.
При наличии деталей, мешающих измерениям, допускается уменьшать высоту на величину до 300 мм от отметки 3/4 или 8/15 высоты первого пояса».
Подпункт 9.1.1.7 после слов «динамометра усилием» изложить в новой редакции:
«(100 ± 10) Н - для рулеток длиной 10 м и более;
(10 ± 1) Н - для рулеток длиной 1 - 5 м.
Для рулеток с желобчатой лентой - без натяжения».
Подпункт 9.1.1.13. Формула (3). Знаменатель. Заменить знак: «-» на «+».
Подпункт 9.1.1.17. Последний абзац изложить в новой редакции:
«Значение поправок (суммарных при наличии двух и более) на обход в миллиметрах вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.2.2 изложить в новой редакции:
«9.1.2.2 Окружность первого пояса резервуара, измеренную по 9.1.1, разбивают на равные части (откладывают дугу постоянной длины и наносят вертикальные отметки на стенке первого пояса), начиная с образующей резервуара, находящейся в плоскости А (рисунок А.10а), проходящей через точку измерений уровня жидкости и базовой высоты резервуара на направляющей планке измерительного люка и продольную ось резервуара, с соблюдением следующих условий:
- число разбивок должно быть четным;
- число разбивок в зависимости от вместимости резервуара выбирают по таблице 3.
Таблица 3
Наименование показателя
Значение показателя для вместимости резервуара, м3, не менее
100
200
300
400
700
1000
2000
3000
5000
10000
20000
30000
50000
100000
Число разбивок
24
26
28
30
32
34
36
38
40
42
44
46
48
52
Все отметки разбивок пронумеровывают по часовой стрелке в соответствии с рисунком А.10».
Подпункт 9.1.2.5. Второй абзац. Заменить слова: «или ниже ребра» на «и ниже ребра».
Пункт 9.1.3 изложить в новой редакции:
«9.1.3 Определение степени наклона и угла направления наклона резервуара
9.1.3.1 Степень наклона h и угол направления наклона j резервуара определяют по результатам измерений угла и направления наклона контура днища резервуара снаружи (или изнутри) с применением нивелира с рейкой.
9.1.3.2 Степень наклона и угол направления наклона резервуара определяют в два этапа:
- на первом этапе устанавливают номера двух противоположных отметок разбивки (образующих резервуара), через которые проходит приближенное направление наклона резервуара;
- на втором этапе определяют степень наклона и угол уточненного направления наклона резервуара.
9.1.3.3 Приближенное направление наклона резервуара определяют в следующей последовательности:
а) проводят разбивку длины окружности первого пояса по 9.1.2.2;
б) освобождают утор окраек днища (далее - утор днища) резервуара от грунта;
в) устанавливают нивелир напротив первой отметки разбивки на расстоянии 5 - 10 м от резервуара и приводят его в горизонтальное положение;
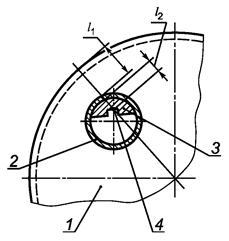
г) устанавливают рейку вертикально в точке на уторе днища, находящейся напротив первой отметки разбивки, отсчитывают показание шкалы рейки l1 с погрешностью до 1 мм;
д) последовательно устанавливая рейку по часовой стрелке в точках на уторе днища, находящихся напротив отметок разбивки 2, 3,..., v, отсчитывают показания шкалы рейки l2, l3,..., lvс погрешностью до 1 мм;
е) для снятия показаний рейки в оставшихся точках отметок разбивки нивелир устанавливают на расстоянии 5 - 10 м от резервуара напротив отметки разбивки (v +1) и, устанавливая рейку вторично в точке отметки разбивки v, вторично снимают показание рейки l¢v. При этом показание рейки в точке, находящейся напротив отметки разбивки v (крайней) до перенесения нивелира на другое место lv, должно совпадать с показанием рейки в этой же точке разбивки v после перенесения нивелира на другое место, то есть l¢v с погрешностью до 1 мм. Выполнение этого условия обеспечивается регулированием высоты нивелира после перенесения его на другое место.
В случае невозможности выполнения вышеуказанного условия регулированием высоты нивелира на показание рейки в точках, находящихся напротив отметок разбивки (v + 1), (v + 2),..., s, вводят поправку, например на показание рейки в точке, находящейся напротив отметки разбивки (v + 1), l¢v+1 по формуле
lv+1 = l¢v+1 + Dl, (3a)
где l¢v+1 - показание рейки после перенесения нивелира на другое место, мм;
Dl - поправка, мм. Ее значение определяют по формуле
Dl = lv - l¢v, (3б)
где lv - показание рейки, находящейся напротив отметки v до перенесения нивелира на другое место, мм;
l¢v - показание рейки, находящейся напротив отметки v после перенесения нивелира на другое место, мм;
ж) выполняя аналогичные операции по перечислению е), отсчитывают показания рейки до отметки разбивки т (т - число отметок разбивки длины окружности первого пояса резервуара).
Показания шкалы рейки lk вносят в протокол, форма которого приведена в приложении Б (таблица Б.14).
Определяют значение разности показаний шкалы рейки в точках утора днища, находящихся напротив двух противоположных отметок разбивки Dlk, мм (см. таблицу Б.14):
- при числе отметок k от 1 до
 по формуле
по формулеDl¢k = lk - l(m/2+k); (3в)
- при числе отметок от
 до т по формуле
до т по формулеDl²k = lk - l(k-m/2), (3г)
где lk - показание шкалы рейки в точке, находящейся напротив k-й отметки, мм;
l(m/2+k), l(k-m/2) - показания шкалы рейки в точках, находящейся напротив отметок разбивки (т/2 + k) и (k - т/2), мм;
k - номер отметки разбивки. Его значения выбирают из ряда: 1, 2, 3, 4,..., т;
т - число отметок разбивки длины окружности первого пояса резервуара.
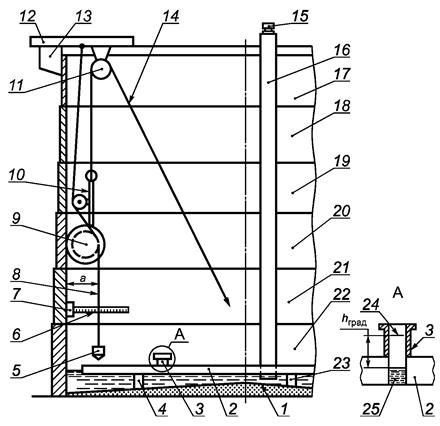
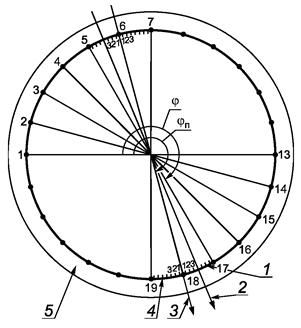
Строят график (рисунок А.10) функции Dlk, рассчитываемой по формулам (3в) и (3г). Если кривая, соединяющая точки графика Dlk относительно абсциссы, имеет вид синусоиды с периодом, равным отрезку 1 - т (кривая С на рисунке А.10), то резервуар стоит наклонно, если нет (кривая В) - резервуар стоит не наклонно.
По максимальному значению разности (Dlk)max, определенному по формуле (3в) или (3г), устанавливают приближенное направление наклона резервуара (рисунок А.10б).
Приближенное значение угла направления наклона резервуара jп определяют по формуле
 (3д)
(3д)где N - число разбивок, отсчитываемое от первой отметки разбивки до приближенного направления наклона резервуара, равное k - 1.
9.1.3.4 Степень наклона и уточненный угол направления наклона резервуара определяют в следующей последовательности:
а) проводят дополнительное разбивание длины дуги противоположных разбивок (рисунок А.10б), например находящихся справа от отметок разбивки 6 и 18 (разбивки N5 и N17) и слева от отметок разбивки 6 и 18 (разбивки N6 и N18) от приближенного направления наклона контура днища, определенного по 9.1.3.3;
б) длину дуги дополнительного разбивания DL, мм, соответствующую 1°, вычисляют по формуле

где Lн - длина наружной окружности первого пояса резервуара, мм;
в) дугу длиной, вычисленной по формуле (3е), откладывают справа и слева (наносят вертикальные отметки на стенке первого пояса), начиная с образующих (отметок разбивки), по которым проходит приближенное направление наклона резервуара. Отметки отложенных дополнительных дуг (разбивок) нумеруют арабскими цифрами справа и слева от приближенного направления наклона резервуара;
г) выполняя операции, указанные в перечислениях в) и г) 9.1.3.3, отсчитывают показания шкалы рейки в точках дополнительного разбивания дуг основных разбивок, находящихся слева lл и справа lп от приближенного направления наклона резервуара, с погрешностью до 1 мм.
Результаты показаний шкалы lл, lп вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.6.1 изложить в новой редакции:
«9.1.6.1. Высоту поясов hн измеряют с наружной стороны резервуара вдоль образующей резервуара, находящейся в плоскости А (рисунок А.10а) по 9.1.2.2, при помощи измерительной рулетки с грузом и упорного угольника».
Подпункт 9.1.7.1 после слов «от днища резервуара» изложить в новой редакции: «и от стенки первого пояса резервуара lд угла j1 между плоскостью А и плоскостью С (рисунок А.10а). Значение угла j1 определяют методом разбивания длины окружности первого пояса с погрешностью ± 1° в следующей последовательности:
- длину окружности первого пояса изнутри резервуара разбивают на восемь частей, начиная с плоскости А (рисунок А.10а), по часовой стрелке;
- на днище резервуара через его центр и точки разбивки проводят восемь радиусов;
- устанавливают номер сектора, в пределах которого находится плоскость С (рисунок А.10а);
- в пределах вышеустановленного сектора на стенке резервуара до плоскости С откладывают (размечают) n0-ное число дополнительных хорд длиной S0, соответствующей 1°, вычисляемой по формуле
- значение угла j1 определяют по формуле
j1 = 45N0 + п0,
где N - число больших разбиваний;
п0 - число отложений хорды S0 до плоскости С.
Результаты измерений величин N0, n0, j1 вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.6.5 дополнить абзацем:
«Толщину слоя внутреннего антикоррозионного покрытия dс.п измеряют при помощи ультразвукового толщиномера с погрешностью до 0,1 мм».
Подпункт 9.1.6.6 перед словом «вносят» дополнить обозначением: dс.п.
Пункт 9.1.8. Наименование дополнить словами: «и параметров местных неровностей (хлопунов)».
Подпункт 9.1.8.1 изложить в новой редакции:
«9.1.8.1 Если резервуар имеет несколько приемно-раздаточных патрубков, то высоту «мертвой» полости, соответствующую j-му приемно-раздаточному патрубку (hм.п)j, измеряют рулеткой по стенке резервуара от днища резервуара до нижней точки j-го приемно-раздаточного патрубка. Нумерацию высот «мертвой» полости проводят, начиная с плоскости А (рисунок А.10а).
Если резервуар имеет приемно-раздаточные устройства, например, устройства ПРУ-Д, то измеряют рулеткой (рисунок А.17а):
- высоту по стенке резервуара от контура днища до места установки j-го приемно-раздаточного устройства hyj;
- расстояние от нижнего образующего j-го приемно-раздаточного устройства до его нижнего или верхнего среза hcj;
- длину j-го приемно-раздаточного устройства (расстояние от центра среза устройства до стенки резервуара) lcj.
Результаты измерений величин (hм.п)j, hyj, hcj, lcj в миллиметрах вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.8.2. Второй абзац. Заменить слова: «с восемью радиусами» на «с 24 радиусами», «восьми радиусов» на «24 радиусов», «8 равных частей» на «24 равных части»;
заменить значение: 0 - 8 на 0 - 24;
третий абзац изложить в новой редакции:
«- при отсутствии центральной трубы нивелир устанавливают в центре днища резервуара и измеряют расстояние по вертикали от неровностей днища до визирной линии (до центра окуляра) нивелира (b0) при помощи измерительной рулетки с грузом или рейкой. При наличии центральной трубы нивелир устанавливают последовательно в двух противоположных точках, не лежащих на отмеченных радиусах и отстоящих от стенки резервуара не более 1000 мм».
Пункт 9.1.8 дополнить подпунктами - 9.1.8.4 - 9.1.8.7:
«9.1.8.4 Угол j2 между плоскостью А (рисунок А.10а) и плоскостью В, проходящую через продольные оси приемно-раздаточного патрубка и резервуара, определяют с погрешностью не более ± 1°, используя данные разбивки длины окружности первого пояса по 9.1.2.2 в следующей последовательности:
- устанавливают число полных разбивок N¢0, находящихся до плоскости В (рисунок А.10а);
- по длине дуги разбивки, в пределах которой проходит плоскость В, размечают до образующей приемно-раздаточного патрубка n¢0-ное число дополнительных дуг длиной DL, соответствующей 1°. Длину дуги DL, мм, вычисляют по формуле

- значение угла j2 определяют по формуле
где m - число разбивок длины окружности первого пояса резервуара;
rп.р - радиус приемно-раздаточного патрубка, мм.
9.1.8.5 Результаты измерений величины j2 вносят в протокол, форма которого приведена в приложении Б.
9.1.8.6 В случае определения вместимости «мертвой» полости объемным статическим методом в соответствии с 9.2.2 результаты измерений оформляют протоколом поверки для «мертвой» полости по форме, приведенной в приложении В (заполняют таблицы В.4, В.6, В.8).
9.1.8.7 Площадь хлопуна sx, м2, определяют по результатам измерений длины и ширины хлопуна.
Длину lх и ширину bх хлопуна измеряют измерительной рулеткой. Показания рулетки отсчитывают с точностью до 1 мм.
Высоту хлопуна hx измеряют штангенциркулем или измерительной линейкой. Показания штангенциркуля или линейки отсчитывают с точностью до 1 мм.
Результаты измерений величин lx, bх, hx вносят в протокол, форма которого приведена в приложении Б».
Подпункт 9.1.9.1 изложить в новой редакции:
«9.1.9.1 Измеряют расстояние по горизонтали между линейкой, установленной вертикально по первой внешней образующей резервуара (рисунок А.10), и внешней образующей измерительного люка l1 (рисунок А.16) при помощи измерительной рулетки с погрешностью ± 5 мм».
Подпункт 9.1.10.1. Второй абзац изложить в новой редакции:
«При наличии жидкости в резервуарах с плавающим покрытием уровень ее должен быть не ниже уровня, установленного технологической картой на резервуар»;
дополнить абзацем:
«Базовую высоту резервуара с плавающей крышей измеряют через измерительный люк, установленный на направляющей стойке плавающей крыши или на трубе для радарного уровнемера (рисунок А.2а)».
Подпункт 9.1.10.3 изложить в новой редакции:
«9.1.10.3 Базовую высоту измеряют ежегодно. Ежегодные измерения базовой высоты резервуара проводит комиссия, назначенная приказом руководителя предприятия - владельца резервуара, в состав которой должен быть включен специалист, прошедший курсы повышения квалификации по поверке и калибровке резервуаров.
При ежегодных измерениях базовой высоты резервуара без плавающего покрытия резервуар может быть наполнен до произвольного уровня, резервуар с плавающим покрытием - до минимально допустимого уровня.
Результат измерений базовой высоты резервуара не должен отличаться от ее значения, указанного в протоколе поверки резервуара, более чем на 0,1 %.
Если это условие не выполняется, то проводят повторное измерение базовой высоты при уровне наполнения резервуара, отличающимся от его уровня наполнения, указанного в протоколе поверки резервуара, не более чем на 500 мм.
Результаты измерений базовой высоты оформляют актом, форма которого приведена в приложении Л.
При изменении базовой высоты по сравнению с ее значением, установленным при поверке резервуара, более чем на 0,1 % устанавливают причину и устраняют ее. При отсутствии возможности устранения причины проводят внеочередную поверку резервуара.
Примечание - В Российской Федерации специалисты проходят курсы повышения квалификации в соответствии с 7.1».
Подпункт 9.1.11.1 перед словом «берут» дополнить словами: «а также верхнее положение плавающего покрытия h¢п».
Подпункт 9.1.11.2 изложить в новой редакции:
«9.1.11.2 Высоту нижнего положения плавающего покрытия hп измеряют рулеткой от точки касания днища грузом рулетки до нижнего края образующей плавающего покрытия. Показания рулетки отсчитывают с точностью до 1 мм. Измерения проводят не менее двух раз. Расхождение между результатами двух измерений должно быть не более 2 мм».
Подпункт 9.1.11.3 после слов «и результаты измерений» дополнить обозначением: h¢п.
Подраздел 9.1 дополнить пунктами - 9.1.12, 9.1.13:
«9.1.12 Определение длины внутренней окружности вышестоящего пояса резервуара с плавающей крышей
9.1.12.1 При отсутствии возможности применения приспособления, показанного на рисунке А.6, длину внутренней окружности вышестоящего пояса определяют:
второго пояса (при высоте поясов от 2250 до 3000 мм) или третьего (при высоте поясов 1500 мм) - методом отложения хорд по внутренней стенке пояса;
вышестоящих поясов, начиная с третьего (при высоте поясов от 2250 до 3000 мм) или, начиная с четвертого (при высоте поясов от 1500 мм), - по результатам измерений радиальных отклонений образующих резервуара, проведенных изнутри резервуара.
9.1.12.2 Хорды откладывают на уровнях, отсчитываемых от верхней плоскости плавающей крыши:
1600 мм - при высоте поясов от 2250 до 3000 мм;
1200 мм - при высоте поясов 1500 мм.
9.1.12.3 Перед откладыванием хорд на уровне 1600 мм или на уровне 1200 мм, указанных в 9.1.12.2, при помощи рулетки с грузом через каждые 1000 мм наносят горизонтальные отметки длиной 10 - 20 мм по стенке поясов.
9.1.12.4 Отметки, нанесенные по стенкам поясов на уровнях, указанных в 9.1.12.2, соединяют между собой, применяя гибкую стальную ленту (рулетку). При этом линии горизонтальных окружностей проводят толщиной не более 5 мм.
9.1.12.5 Вычисляют длину хорды S1 по формуле
S1 = D1sin(a1/2), (3ж)
где D1 - внутренний диаметр первого пояса резервуара, вычисляемый по формуле
D1 = Lвн/p, (3и)
где Lвн - внутренняя длина окружности первого пояса, вычисляемая по формуле (Г.2);
a1 - центральный угол, соответствующий длине хорды S1 вычисляемый по формуле
a1 = 360/m1, (3к)
где т1 - число отложений хорд по линиям горизонтальных окружностей. Число т1 в зависимости от номинальной вместимости резервуара принимают по таблице 4.
Таблица 4
Номинальная вместимость резервуара, м3
Число отложений хорд т1
Номинальная вместимость резервуара, м3
Число отложений хорд т1
100
24
3000 (4000)
38
200
26
5000
40
300
28
10000
58
400
32
20000
76
700
34
30000
80
1000
34
50000
120
2000
36
100000
160
9.1.12.6 Хорду S1, длина которой вычислена по формуле (3ж), откладывают по линии горизонтальной окружности, проведенной на высоте 1600 мм и на высоте 1200 мм, указанных в 9.1.12.2, при помощи штангенциркуля (ГОСТ 166, черт. 3) с диапазоном измерений от 500 до 1600 мм.
9.1.12.7 После отложений хорд по 9.1.12.6 измеряют длину остаточной хорды Soп при помощи штангенциркуля с диапазоном измерений 0 - 150 мм с погрешностью не более 0,1 мм. Обозначение «п» соответствует термину: «покрытие».
9.1.12.8 Значения величин S1 и S0п вносят в протокол, форма которого приведена в приложении Б.
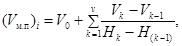
9.1.12.9 Длины внутренних окружностей поясов, находящихся выше поясов, указанных в 9.1.12.1, определяют по результатам измерений радиальных отклонений образующих резервуара от вертикали изнутри резервуара с применением измерительной каретки (далее - каретки) в следующей последовательности:
а) длину окружности первого пояса, измеренную по 9.1.1, разбивают на равные части по 9.1.2.2 (наносят вертикальные отметки на уровне 1600 мм или на уровне 1200 мм в соответствии с 9.1.12.3), начиная с плоскости А (рисунок А.10а);
б) штангу 12 с блоком 11 (рисунок А.2а), при помощи которого каретка перемещается по внутренней поверхности резервуара, устанавливают у края площадки обслуживания 13;
в) линейку 6 устанавливают на высоте 400 мм по перечислению а) 9.1.12.9 от верхней плоскости плавающей крыши при помощи магнитного держателя 7 перпендикулярно к стенке резервуара, поочередно для каждой отметки разбивки;
г) для перехода от одной отметки разбивки к другой каретку опускают, а штангу со всей оснасткой передвигают по кольцевой площадке обслуживания резервуара. Расстояние от стенки резервуара до нити отвеса а отсчитывают по линейке 6;
д) измерения вдоль каждой образующей резервуара начинают с отметки разбивки под номером один первого пояса. На каждом следующем поясе измерения проводят в трех сечениях: среднем, находящемся в середине пояса, нижнем и верхнем, расположенных на расстоянии 50 - 100 мм от горизонтального сварочного шва. На верхнем поясе - в двух сечениях: нижнем и среднем. Отсчеты по линейке снимают с погрешностью в пределах ± 1 мм в момент, когда каретка установлена в намеченной точке при неподвижном отвесе;
е) в начальный момент каретку для всех образующих резервуара останавливают на линии горизонтальной окружности на уровне 1600 мм или на уровне 1200 мм.
Результаты измерений расстояния а в миллиметрах вносят в протокол, форма которого приведена в приложении Б.
9.1.13 Высота газового пространства в плавающей крыше
9.1.13.1 Высоту газового пространства hгп (3.25) измеряют при помощи измерительной рулетки с грузом или линейкой не менее двух раз. Расхождение между результатами двух измерений не должно превышать 1 мм.
9.1.13.2 Результаты измерений hгп вносят в протокол, форма которого приведена в приложении Б».
Пункт 9.2.1 дополнить перечислением - е):
«е) угла j2 в соответствии с 9.1.8.4».
Подпункт 9.2.1.2. Заменить номер подпункта: 9.2.1.2 на 9.2.1.1;
перед словом «вносят» дополнить обозначением: j2.
Пункт 9.2.2. Наименование дополнить словами: «или в пределах высоты неровностей днища».
Подпункт 9.2.2.1 после слов «В пределах «мертвой» полости» дополнить словами: «(рисунок А.17) и в пределах неровностей днища (рисунок А.18), если неровности днища выходят за пределы «мертвой» полости;
заменить слова: «не более чем на 30 мм» на «в пределах от 10 до 100 мм».
Подпункт 9.2.2.2. Перечисление д). Заменить слова: «значения 30 мм» на «значения в пределах от 10 до 100 мм».
Пункт 9.2.3 после слов «выше «мертвой» полости» дополнить словами: «или выше высоты неровностей днища».
Подпункт 9.2.3.1 после слов «высоте «мертвой» полости» дополнить словами: «(высоте неровностей днища)».
Подпункт 9.2.3.2 после слов «в пределах «мертвой» полости» дополнить словами: «(до высоты неровностей днища)».
Подпункт 9.2.3.3. Исключить слова: «в соответствии с 9.2.2.2, 9.2.2.3».
Пункт 9.2.3 дополнить подпунктом - 9.2.3.6:
«9.2.3.6 При достижении уровня поверочной жидкости, соответствующего полной вместимости резервуара, измеряют базовую высоту резервуара Нб в соответствии с 9.1.10. Значение базовой высоты не должно отличаться от значения, измеренного по 9.2.1, более чем на 0,1 %».
Подпункт 9.2.5.1. Последний абзац. Заменить значение: ± 0,1 °С на ± 0,2 °С.
Пункт 9.2.6, подпункты 9.2.6.1, 9.2.6.2 исключить.
Подпункт 10.3.1.1. Заменить слова: «максимального уровня Hmax» на «предельного уровня Нпр»;
формулу (4) изложить в новой редакции:
 (4)»;
(4)»;экспликацию после абзаца «fл - высота точки касания днища грузом рулетки;» дополнить абзацем:
«Lвн - длина внутренней окружности 1-го пояса, вычисляемая по формуле (Г.2)».
Подпункт 10.3.1.2. Формулы (5) - (8) изложить в новой редакции:
 (5)
(5) (6)
(6) на участке от Нм.п до Нп, (7)
на участке от Нм.п до Нп, (7)где DV²в.д - объем внутренних деталей, включая объемы опор плавающего покрытия, на участке от Нм.п до Нп;
 - на участке от Нм.п до Нп. (8)»;
- на участке от Нм.п до Нп. (8)»;последний абзац, формулы (9), (10) и экспликации исключить.
Подпункт 10.3.1.5 и формулы (11) - (15) исключить.
Подпункт 10.3.2.1 изложить в новой редакции:
«10.3.2.1 Градуировочную таблицу составляют, суммируя последовательно, начиная с исходного уровня (уровня, соответствующего высоте «мертвой» полости Нм.п), вместимости резервуара, приходящиеся на 1 см высоты наполнения, в соответствии с формулой
 (16)
(16)где Vм.п - вместимость «мертвой» полости, вычисляемая по формуле (Е.12) при изменении k от 0 до v, или по формуле, приведенной в Е.13;
Vk, Vk-1 - дозовые вместимости резервуара при наливе в него k и (k - 1) доз, соответствующие уровням Нk, H(k-1), вычисляемые по формуле (Е.12) при изменении k от v + 1 до значения k, соответствующего полной вместимости резервуара, или по формулам (Е.13), (Е.14) приложения Е и т.д.
Вместимость «мертвой» полости резервуара вычисляют по формуле
где V0 - объем жидкости до точки касания днища грузом рулетки».
Пункт 11.1. Второй абзац исключить.
Пункт 11.2. Перечисление д) дополнить словами: «(только в случае проведения расчетов вручную)».
Пункт 11.3. Первый абзац после слов «в приложении В» изложить в новой редакции: «Форма акта измерений базовой высоты резервуара, составленного при ежегодных ее измерениях, приведена в приложении Л»;
последний абзац изложить в новой редакции:
«Протокол поверки подписывают поверитель и лица, принявшие участие в проведении измерений параметров резервуара»;
дополнить абзацем:
«Титульный лист и последнюю страницу градуировочной таблицы подписывает поверитель. Подписи поверителя заверяют оттисками поверительного клейма, печати (штампа). Документы, указанные в 11.2, пронумеровывают сквозной нумерацией, прошнуровывают, концы шнурка приклеивают к последнему листу и на месте наклейки наносят оттиск поверительного клейма, печати (штампа)».
Пункт 11.4 изложить в новой редакции:
«11.4 Градуировочные таблицы на резервуары утверждает руководитель организации национальной (государственной) метрологической службы или руководитель метрологической службы юридического лица, аккредитованный на право проведения поверки».
Раздел 11 дополнить пунктом - 11.6 и сноской:
«11.6 Если при поверке резервуара получены отрицательные результаты даже по одному из приведенных ниже параметров:
- значение вместимости «мертвой» полости имеет знак минус;
- размеры хлопунов не соответствуют требованиям правил безопасности1);
- значение степени наклона резервуара более 0,02, если это значение подтверждено результатами измерений отклонения окраек контура днища резервуара от горизонтали, выполненных по методике диагностирования резервуара, то резервуар считается непригодным к эксплуатации и выдают «Извещение о непригодности»;
«1) На территории Российской Федерации действует Постановление Росгортехнадзора № 76 от 09.06.2003 об утверждении Правил устройства вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов».
Приложение А дополнить рисунками - А.2а, А.10а (после рисунка А.10), А.10б, А.10в, А.11а, А.17а;
рисунки А.10, А.14, А.15, А.16 изложить в новой редакции:
1 - неровности днища; 2 - плавающая крыша; 3, 15 - измерительный люк; 4, 23 - опоры плавающей крыши; 5 - груз отвеса; 6 - линейка;
Рисунок А.2а - Схема измерений радиальных отклонений образующих резервуара с плавающей крышей
1 - контур днища резервуара; 2 - измерительный люк; Dlk - функция, вычисляемая по формулам (3в) и (3г);
Рисунок А.10 - График функции Dlk и схема направления наклона резервуара
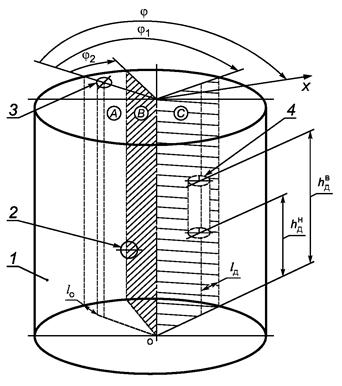
1 - стенка резервуара; 2 - приемно-раздаточный патрубок; 3 - измерительный люк; 4 - внутренняя деталь;
Рисунок А.10а - Схема измерений координат внутренней детали
1 - дополнительные отметки справа; 2 - уточненное направление наклона контура днища;
 j = jп - п2 = 255 - 3 = 252°
j = jп - п2 = 255 - 3 = 252°Рисунок А.10б - Схема определения угла направления наклона днища
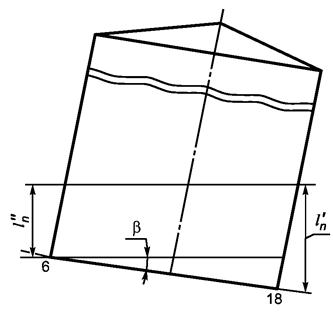
l¢n, l²n - максимальное и минимальное показания рейки по уточненному направлению наклона контура днища;
Рисунок А.10в - Схема наклоненного резервуара
1 - плавающая крыша с опорами; 2 - груз отвеса; 3 - линейка; 4 - нить отвеса; 5 - верхняя площадка обслуживания;
Рисунок А.11а - Схема измерений степени и угла направления наклона резервуара с плавающей крышей
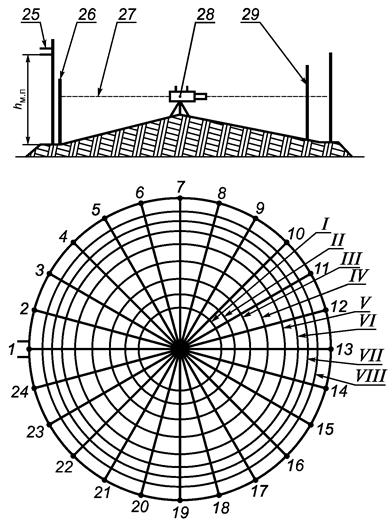
1 - 24 - радиусы; 25 - приемно-раздаточный патрубок; 26 - рейка; 27 - горизонт нивелира; 28 - нивелир;
Рисунок А.14 - Нивелирование днища резервуара при отсутствии центральной трубы
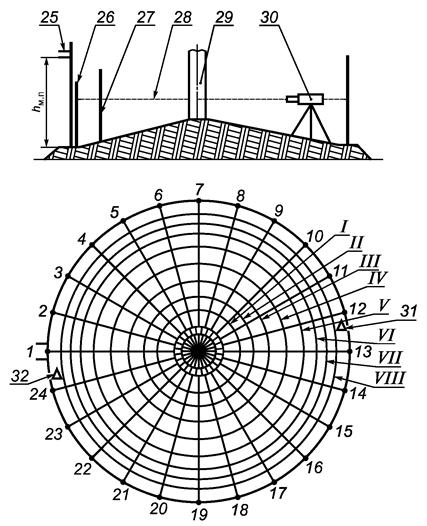
1 - 24 - радиусы; 25 - приемно-раздаточный патрубок; 26 - рейка; 27 - рейка в точке касания днища грузом рулетки;
Рисунок А.15 - Нивелирование днища резервуара при наличии центральной трубы
1 - кровля резервуара; 2 - измерительный люк; 3 - направляющая планка; 4 - точка измерений уровня жидкости или
Рисунок А.16 - Схема размещения измерительного люка
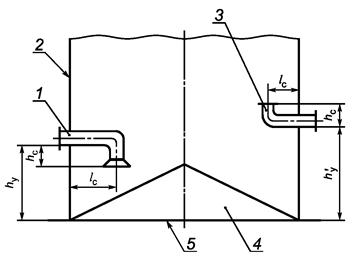
1, 3 - приемно-раздаточные устройства; 2 - стенка резервуара; 4 - неровности днища; 5 - контур днища;
Рисунок А.17а - Схема размещения приемно-раздаточных устройств
Приложение Б. Таблицу Б.1 изложить в новой редакции:
Таблица Б.1 - Общие данные
Код документа
Регистрационный номер
Дата
Основание для проведения поверки
Место проведения поверки
Средства измерений
Резервуар
Число
Месяц
Год
Тип
Номер
Назначение
Наличие угла наклона
Погрешность определения вместимости резервуара, %
1
2
3
4
5
6
7
8
9
10
11
12
13
Примечание - В графе 12 указывают знак «+» при наличии угла наклона, знак «-» - при его отсутствии.
таблицу Б.4 изложить в новой редакции:
Таблица Б.4 - Радиальные отклонения образующих резервуара от вертикали
Номер пояса
Точка измерения
Показание линейки а, мм
1
2
3
4
5
6
7
8
9
10
11
12
...
...
т
I
3/4h1
II
Н
С
В
III
Н
С
в
IV
н
с
в
V
н
с
в
VI
н
с
в
...
...
n
н
с
Примечание - При наличии ребра жесткости, например, в v-м поясе (9.1.2.5):
а) если ребро жесткости находится в середине пояса, то в строке «С» вносят показание линейки, определенное по формуле
где
 ,
,  - показания линейки в точках выше и ниже ребра жесткости;
- показания линейки в точках выше и ниже ребра жесткости;б) если ребро жесткости находится ближе к верхнему или нижнему сварному шву, то среднее расстояние от стенки резервуара до нити отвеса вычисляют по формуле
где
 - показание линейки в точке выше нижнего (ниже верхнего) сварного шва.
- показание линейки в точке выше нижнего (ниже верхнего) сварного шва.дополнить таблицей - Б.4.1:
Таблица Б.4.1 - Длины хорд
В миллиметрах
Уровень отложений хорды
Хорда
основная S1п
остаточная S0п
1-е измерение
2-е измерение
1600
1200
Таблица Б.5. Наименование изложить в новой редакции:
«Таблица Б.5 - Параметры поверочной и хранимой жидкостей (нефти и нефтепродуктов)»;
дополнить таблицей - Б.5.1:
Таблица Б.5.1 - Радиальные отклонения образующих первого (второго или третьего для резервуаров с плавающей крышей) и последнего n-го поясов от вертикали
В миллиметрах
Номер пояса
Радиальные отклонения образующих поясов от вертикали
1
2
3
4
5
6
7
...
...
т
I (II или III)
n
таблицу Б.6 дополнить графой - 7:
Толщина слоя антикоррозионного покрытия dс.п, мм
7
таблицы Б.7, Б.8, Б.9 изложить в новой редакции:
Таблица Б.7 - Внутренние детали цилиндрической формы
Диаметр, мм
Высота от днища, мм
Расстояние от стенки первого пояса lд, мм
Число разбиваний
Угол j1,...°
Нижняя граница hвд
Верхняя граница hвд
N0
n0
Таблица Б.8 - Внутренние детали прочей формы
Объем, м3
Высота от днища, мм
Расстояние от стенки первого пояса lд, мм
Число разбиваний
Угол j1,...°
Нижняя граница hвд
Верхняя граница hвд
N0
n0
Таблица Б.9 - Параметры «мертвой» полости с приемно-раздаточным патрубком (ПРП)
Высота hм.п, мм, ПРП под номером
Угол j2,...°, ПРП под номером
Вместимость Vм.п, м3
1
2
3
4
1
2
3
4
1
2
3
4
5
6
7
8
9
Примечание - Графу 9 заполняют только при определении вместимости «мертвой» полости объемным методом и принятие вместимости «мертвой» полости по 5.3.1.5.
дополнить таблицами - Б.9.1, Б.9.2:
Таблица Б.9.1 - Параметры «мертвой» полости с приемно-раздаточным устройством (ПРУ)
Высота установки hу, мм, ПРУ под номером
Расстояние hc, мм, ПРУ под номером
Длина lс, мм, ПРУ под номером
Угол j2,...°, ПРУ под номером
Вместимость
1
2
1
2
1
2
1
2
1
2
3
4
5
6
7
8
9
Примечание - Число граф в зависимости от числа приемно-раздаточных устройств может быть увеличено.
Таблица Б.9.2 - Параметры местных неровностей (хлопунов)
Хлопун
Длина lх
Ширина bх
Высота hх
Таблица Б.10. Графа 1. Заменить значение: 8 на 24;
дополнить примечанием - 3:
«3 При отсутствии центральной трубы вносят (графа 3) значение b0»;
таблицы Б.13, Б.14 изложить в новой редакции:
Таблица Б.13 - Базовая высота резервуара
В миллиметрах
Точка измерения базовой высоты Нб
Номер измерения
1
2
Риска измерительного люка
Верхний срез измерительного люка
Таблица Б.14 - Степень наклона и угол приближенного направления наклона резервуара
Номер точки разбивки k от 1 до т/2
Отсчет по рейке lk, мм
Номер точки разбивки k от (m/2 + l) до т
Отсчет по рейке lk, мм
1
2
3
4
1
l1
m/2 + 1
l(m/2 + 1)
2
l2
m/2 + 2
l(m/2 + 2)
3
l3
m/2 + 3
l(m/2 + 3)
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
m/2
l(m/2)
т
lm
Примечания
1 k (графы 1, 3)- номер разбивки длины окружности первого пояса резервуара, выбирают из ряда: 1, 2, 3,..., т.
2 lk (графы 2, 4) - отсчеты по рейке в точках разбивки k.
дополнить таблицей - Б.14.1:
Таблица Б.14.1 - Степень наклона и угол уточненного направления наклона резервуара
Значение угла n2 при Nп =...
Показание рейки по правой разбивке lп, мм
Значение угла n2 при Nл =...
Показание рейки по правой разбивке lл, мм
l¢п
l²п
l¢л
l²л
1
2
3
4
5
6
-1°
+1°
-2°
+2°
-3°
+3°
-4°
+4°
-5°
+5°
-6°
+6°
-7°
+7°
-8°
+8°
-9°
+9°
-10°
+10°
-11°
+11°
-12°
+12°
-13°
+13°
-14°
+14°
Примечания
1 В графах 1, 4 вносят числа разбивок Nп, Nл (например Nп = 17).
2 l¢п, l²п (графы 2, 3) - показания рейки по правым противоположным разбивкам.
3 l¢л, l²л (графы 5, 6) - показания рейки по левым противоположным разбивкам.
таблицу Б.15 изложить в новой редакции:
Таблица Б.15 - Плавающее покрытие
Масса тп, кг
Диаметр Dп, мм
Расстояние от днища резервуара при крайнем положении, мм
Диаметр отверстия, мм
Параметры опоры
Уровень жидкости в момент всплытия Hвсп, мм
Объем жидкости в момент всплытия Vвсп, м3
нижнем hп
верхнем hп
D1
D2
D3
Диаметр, мм
Число, шт.
Высота, мм
1
2
3
4
5
6
7
8
9
10
11
12
Примечания
1 Если опоры плавающего покрытия приварены к днищу резервуара, то их относят к числу внутренних деталей.
2 Графы 11 и 12 заполняют только при применении объемного метода.
дополнить таблицей - Б.16:
Таблица Б.16 - Высота газового пространства в плавающей крыше
В миллиметрах
Точка измерения высоты газового пространства hгп
Номер измерения
1
2
Риска измерительного люка
Верхний срез измерительного люка
Приложение В. Таблицы В.3, В.5 изложить в новой редакции:
Таблица В.3 - Величины, измеряемые в «мертвой» полости
Высота hм.п, мм, ПРП под номером
Угол j2,...°, ПРП под номером
Отчет по рейке в точке, мм
1
2
3
4
1
2
3
4
касания днища грузом рулетки bл
пересечения 1-го радиуса и 8-й окружности b8.1
Таблица В.5 - Степень наклона и угол приближенного направления наклона резервуара
Номер точки разбивки k от 1 до m/2
Отсчет по рейке lk, мм
Номер точки разбивки k от (m/2 + 1) до т
Отсчет по рейке lk, мм
1
2
3
4
1
l1
m/2 + 1
l(m/2 + l)
2
l2
m/2 + 2
l(m/2 + 2)
3
l3
m/2 + 3
l(m/2 + 3)
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
...
m/2
l(m/2)
т
lm
Примечания
1 k (графы 1,3)- номер разбивки длины окружности первого пояса резервуара, выбирают из ряда: 1, 2, 3,..., т.
2 lk (графы 2, 4) - отсчеты по рейке в точках разбивки k.
дополнить таблицей - В.5.1
Таблица В.5.1 - Степень наклона и угол уточненного направления наклона резервуара
Значение угла n2 при Nп =...
Показание рейки по правой разбивке lп, мм
Значение угла n2 при Nл =...
Показание рейки по правой разбивке lл, мм
l¢п
l²п
l¢л
l²п
1
2
3
4
5
6
-1°
+1°
-2°
+2°
-3°
+3°
-4°
+4°
-5°
+5°
-6°
+6°
-7°
+7°
-8°
+8°
-9°
+9°
-10°
+10°
-11°
+11°
-12°
+12°
-13°
+13°
-14°
+14°
-15°
+15°
-16°
+16°
Примечания
1 В головках граф 1,4 вносят числа разбивок Nп, Nл (например Nп = 17).
2 l¢п, l"п (графы 2, 3) - показания рейки по правым противоположным разбивкам.
3 l¢л, l"л (графы 5, 6) - показания рейки по левым противоположным разбивкам.
таблицу В.6 изложить в новой редакции:
Таблица В.6 - Текущие значения параметров поверочной жидкости
Номер измерения
Объем дозы (DVc)j, дм3, или показание счетчика жидкости qj, дм3 (Nj, имп.)
Уровень Hj, мм
Температура жидкости, °С
Избыточное давление в счетчике жидкости pj, МПа
Расход Q, дм3/мин, (дм3/имп.)
в резервуаре (Tp)j
в счетчике жидкости (Tт)j
1
2
3
4
5
6
7
1
2
3*
4
5*
...
...
...
* Номера измерений, выделяемые только для счетчиков жидкости с проскоком и только при применении статического метода измерений объема дозы жидкости.
дополнить таблицей - В.9.1:
Таблица В.9.1 - Параметры счетчика жидкости со сдвигом дозирования и проскоком
Наименование параметра
Значение параметра при расходе Q, дм3/мин
100
150
200
250
Сдвиг дозирования С, дм3
Проскок Пр, дм3
Приложение Г. Пункт Г.1.2. Формулу (Г.2) изложить в новой редакции:
«Lвн = Lн - 2p(d1 + dс.к + dс.п), (Г.2)»;
экспликацию дополнить абзацем:
«dс.п - толщина слоя антикоррозийного покрытия».
Пункт Г.1.3 дополнить подпунктами - Г.1.3.1 - Г.1.3.4:
«Г.1.3.1 За значение длины внутренней окружности второго пояса
резервуара с плавающей крышей (L*вн.ц)2п при высоте поясов, равной 1500 мм, принимают значение длины внутренней окружности первого пояса (L*вн.ц)1п, определяемое по формуле
(Lвн.ц)1f = Lн - 2p(d1 + dс.к + dс.п). (Г.2а)
Г.1.3.2 Длину внутренней окружности второго пояса резервуара с плавающей крышей при высоте поясов от 2250 до 3000 мм (L**вн.ц)2п или длину внутренней окружности третьего пояса при высоте поясов 1500 мм (L*вн.ц)3п определяют методом последовательных приближений, используя результаты отложений хорды S1 на уровне 1600 мм или на уровне 1200 мм по 9.1.12.2 настоящего стандарта в следующей последовательности:
а) в качестве первого приближения внутреннего диаметра пояса принимают значение внутреннего диаметра первого пояса, определенного по формуле (3и);
б) вычисляют центральный угол aх1, соответствующий остаточной хорде S0п (например для второго пояса), по формуле

где S0п - длина остаточной хорды, измеренной по 9.1.12.7;
D21 - внутренний диаметр второго пояса в первом приближении, значение которого принимают равным значению внутреннего диаметра первого пояса, определенного по формуле (3и);
в) вычисляют разность углов bх1 по формуле
bх1 = a1т1 + aх1 - 360°,
где a1 - центральный угол, вычисленный по формуле (3к) при числе отложений хорды т1 и принимаемый за значение первого приближения центрального угла;
г) вычисляют центральный угол a2 во втором приближении по формуле
 (Г.2б)
(Г.2б)Если bх1 < 0, то в формуле (Г.2б) принимают знак «+», если bх1 > 0 - знак «-»;
д) вычисляют внутренний диаметр второго пояса D22 во втором приближении по формуле

где S1 - хорда, длину которой вычисляют по формуле (3ж);
е) проверяют выполнение условия
Если это условие не выполняется, то определяют значение внутреннего диаметра второго пояса D32 в третьем приближении, вычисляя последовательно параметры по формулам:

bх2 = a2т1 + aх2 - 360°,

Проверяют выполнение условия
Если это условие не выполняется, то делают следующие приближения до выполнения условия
Выполняя аналогичные операции, указанные в перечислениях а) - е), определяют внутренний диаметр третьего пояса резервуара.
Г.1.3.3 Длины внутренних окружностей второго (L*вн.ц)2п и третьего (L**вн.ц)3п поясов резервуара с плавающей крышей вычисляют по формулам:


где D2, D3 - внутренние диаметры второго и третьего поясов, определенные методом последовательного приближения по Г.1.3.2.
Г.1.3.4 Длины внутренних окружностей вышестоящих поясов резервуара с плавающей крышей
 вычисляют по формуле
вычисляют по формуле (Г.10а)
(Г.10а)где
 - длина внутренней окружности первого пояса, вычисляемая по формуле (Г.2а);
- длина внутренней окружности первого пояса, вычисляемая по формуле (Г.2а);DRcpi - средние радиальные отклонения образующих резервуара, вычисляемые по формуле (Г.9);
i - номер пояса, выбираемый для резервуаров:
- при высоте поясов от 2250 до 3000 мм из ряда: 2, 3,..., n;
- при высоте поясов 1500 мм из ряда: 3, 4,..., n;
n - число поясов резервуара».
Подпункт Г.2.1.2, пункт Г.2.2. Формулу (Г.9) изложить в новой редакции:
«DRcpi = аср.i - аср1 (Г.9)»;
формула (Г.10). Заменить обозначение: DRc.pi на DRcpi.
Пункт Г.2.5. Формулу (Г.12) изложить в новой редакции:
«hi = hнi - Sihнхi + Si+1hнx(i+1), (Г.12)»;
экспликацию дополнить абзацами:
«Si, Si+1 - величины, имеющие абсолютное значение, равное 1, и в зависимости от схемы нахлеста поясов в соответствии с таблицей Б.6 (графа 6) принимают знак «+» или «-»;
hнx(i+1) - нахлеста (i + 1)-го вышестоящего пояса».
Пункт Г.3. Наименование изложить в новой редакции:
Источник: 1:
Англо-русский словарь нормативно-технической терминологии > III
-
11 overlay
[ˌəʊvə'leɪ]1) Общая лексика: галстук, задушить во время сна (ребёнка), лежать (над чем-л., на чем-л.), нагружать, накладное украшение, наносить покрытия на, обременять, оверлейный, орнаментальный слой, перекрывать, перекрыть, покрывало, покрывать (краской и т. п.), покрыть, покрышка, приправка, салфетка, салфетка (и т.п.), накладывать (что-л. на что-л.)2) Компьютерная техника: оверлейная программа, организовывать оверлейную программу, трафарет, штамп3) Медицина: присоединение (напр. нового заболевания к уже существующему)4) Техника: аппликации (в ЦМД ЗУ), верхний слой, декоративная накладка (из шпона или металла), многоэмиттерная структура, многоэмиттерный транзистор, накладывать, покрытие, совмещать, совмещение, наплавлять (один металл на поверхность другого)5) Строительство: растворная стяжка, слой износа (дорожного покрытия), бетонная стяжка, верхний слой (напр. покрытия пола), поверхностный слой (напр. покрытия пола)6) Автомобильный термин: наружный слой7) Горное дело: залегать выше8) Лесоводство: карта, схема, декоративная накладка (напр. из шпона или металла), оверлей (покрытие бумажнослоистых пластиков)9) Полиграфия: бумага для приправки на декеле, поддекельная приправка, прозрачный монтажный лист с макетом, прозрачный монтажный материал, верхний лист (сменной части декеля)10) Телекоммуникации: поочерёдное занятие одной и той же ячейки ЗУ сегментами разных программ, поочередно занимать ячейку ЗУ сегментами разных программ, дублирование11) Текстиль: настил (ткани при раскрое)12) Электроника: электронная рирпроекция13) Вычислительная техника: графическая накладка (изображения), надпечатка, накладной лист (для планшета графопостроителя), накладной элемент, накладываемый на текст документации, оверлей, оверлейный сегмент, перекрывающая плата, перекрытие, сегмент перекрытия, наложение (в памяти), штамп, накладываемый на текст документации (напр. для отметки рабочего экземпляра)14) Нефть: залегать над пластом15) Картография: лист прозрачного пластика для негативного гравирования, определённый вид нагрузки карты, схема на кальке, оригинал (в негативном гравировании)16) Швейное производство: настил17) Сварка: наплавленный слой18) Реклама: калька, поддельная приправка, покровная плёнка (для макетов)19) Деловая лексика: внешний слой20) Бурение: наплавлять21) Нефтегазовая техника накладка22) Полимеры: верхний слой (покрытия)23) Автоматика: антифрикционный слой (подшипника скольжения)24) Пластмассы: верхний слой (слоистого пластика)25) Полупроводники: накрывать26) Авиационная медицина: прозрачный экран для наложения дополнительной информации на основную (в СОИ), прозрачный экран для совмещения текущей информации с основной (в СОИ)27) Макаров: накладываться, перекладывать, перекрываться, перекрывающий, перекрывающийся, слоистый, совмещаться, прозрачный экран для наложения текущей информации на основную (в СОИ), наплавлять (наносить один металл на поверхность другого), декоративная накладка (напр., из шпона или металла), наложенный (один на другой), прозрачный экран для совмещения дополнительной информации с основной (в СОИ) -
12 adhesion
- прилипание (вследствие смачивания)
- адгезия газотермического покрытия
- адгезия (металлургия)
- адгезия
- адгезионная прочность сцепления кладки (адгезия)
адгезионная прочность сцепления кладки (адгезия)
Сопротивление растяжению или срезу (сдвигу), возникающее между раствором и контактной поверхностью кладки из камней или блоков.
[Англо-русский словарь по проектированию строительных конструкций. МНТКС, Москва, 2011]Тематики
EN
адгезия
прочность сцепления
Совокупность сил, связывающих покрытие с окрашиваемой поверхностью.
[ ГОСТ Р 52804-2007]
адгезия
Поверхностное явление, приводящее к сцеплению между приведенными в соприкосновение разнородными материалами под действием физико-химических сил.
[ ГОСТ 28780-90]
адгезия
Совокупность сил связи между высохшей пленкой и окрашиваемой поверхностью.
[ ГОСТ 28246-89]
адгезия
Слипание разнородных твердых или жидких тел, соприкасающихся своими поверхностями, обусловленное межмолекулярным взаимодействием.
[СНиП I-2]Тематики
Обобщающие термины
Синонимы
EN
DE
FR
адгезия
Слипание разнородных тв. или жидких тел по поверхности их контакта. А. обусловлена межмолекулярным взаимодействием или хим. связью, характеризуется работой, затрачиваемой на разделение тел, отнесенной к площади поверхности их контакта. Следствие а. жидкости к поверхности тв. тела — смачивание. А. двух тв. тел невелика вследствие неизбежного наличия неровностей на поверхности и уступает а. тв. тела и жидкого или двух жидких тел. Частный случай а. — аутогезия проявляется при соприкосновении однородных тел. При а. сохраняется граница раздела фаз между телами. А. проявляется при коагуляции неметаллич. включений в жидких металлах и сплавах. В результате а. укрупняются неметаллич. включения, что способствует их выделению из металла в шлак. А. или смачивание неметаллич. включений жидким металлом может: а) препятствовать удалению включений из металла, если включения хорошо смачиваются расплавом металла (т.е. величина а. большая); б) способствовать удалению включений из металла, если включения плохо смачиваются расплавом металла (т.е. величина а. невелика).
При холодной сварке тв. металлы в пластич. состоянии соединяют под давлением. А. обусловливает сцепление гальванич. или иных покрытий (оксидных, сульфидных) на поверхности металлов для защиты изделий. А. широко используется при пайке, лужении, цинковании, нанесении лакокрасочных покрытий, предохраняющих металл от коррозии. А. имеет большое значение в порошковой металлургии при формировании и спекании изделий из металлических порошков, а также при создании разных композиционных материалов, в к-рых частицы того или иного вещ-ва соединяются с волокнами основы сплава. А. усиливается, когда поверхности тел электрически заряжены и при контакте образуется донорно-акцепторная связь. Усилить а. можно хим. очисткой поверхности, обезжириванием, вакуумированием, ионной бомбардировкой, воздействием эл.-магн. излучения.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
адгезия газотермического покрытия
адгезия
Образование атомной или молекулярной связи между поверхностью основы и частицами газотермического покрытия.
[ ГОСТ 28076-89]Тематики
Синонимы
EN
FR
прилипание (вследствие смачивания)
липкость
способность прилипать к поверхности
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
Синонимы
EN
3.1. Адгезия
D. Haftung
E. Adhesion
F. Adhérence
D. Verträglichkeit (von Erzeugnissen)
E. Compatibility (of products)
F. Compatibilité (de produits)
3.2б Совместимость лакокрасочного материала с поверхностью
D. Verträglichkeit (eines Erzeugnisses mit dem Untergrund)
E. Compatibility (of product with the substrate)
F. Compatibilité (d’un produit avec le subjectile)
Источник: ГОСТ 28451-90: Краски и лаки. Перечень эквивалентных терминов оригинал документа
Англо-русский словарь нормативно-технической терминологии > adhesion
-
13 immersion plating
1) Техника: нанесение покрытия погружением (металлического)2) Металлургия: электролитическое покрытие погружением, нанесение покрытия методом замещения (погружением в раствор соли более электроположительного металла)3) Полиграфия: химическое осаждение4) Макаров: контактное нанесение покрытия, нанесение металлического покрытия погружением, осаждение ( металла) погружением в раствор, химическое осаждение (из раствора)5) Электрохимия: контактное покрытие, нанесение покрытий методом замещения (погружением в раствор соли более электроположительного металла), покрытие замещением -
14 cathodic coating
катодное покрытие
Металлическое покрытие, имеющее в данной среде электродный потенциал более положительный, чем у основного металла.
[ГОСТ 9.008-82]Тематики
- покрытия металл. и неметалл.
EN
DE
FR
покрытие катодное
Металлическое покрытие, которое в контакте с коррозионной средой является катодом, т.к. электродный потенциал этого покрытия более положительный, чем у покрываемого материала, (например, Сu-, Ni- и Сr- покрытие на углеродистой стали). Катодное покрытие хорошо защищает металл от коррозии, лишь когда не имеется дефектов. Наличие в катодном покрытии несплошностей (пор, трещин, царапин и др.) делает эти места очагами усиленного электрохимического растворения основного металла. Но несплошности катодного покрытия на металлах, способных пассивироваться (например, нержавеющая сталь, титан) могут выполнять электрохимическую защиту их от коррозии, способствуя анодной пассивации основного металла в местах дефектов покрытия.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > cathodic coating
-
15 fretting
['fretɪŋ]1) Медицина: изнашивание (истирание материалов при трении)2) Техника: коррозионное истирание, коррозия при трении, отслаивание заполнителя (дорожного покрытия), фреттинг3) Железнодорожный термин: износ, изнашивание (металла)4) Автомобильный термин: истирание металла5) Горное дело: выкрашивание, разрушение дорожного покрытия6) Дорожное дело: изнашивание при фреттинг-коррозии, отслаивание заполнителя (покрытия)7) Металлургия: заедание, фреттинг-коррозия, выработка (поверхности)8) Пищевая промышленность: дображивание в бочке9) Автоматика: коррозионно-механическое изнашивание10) Контроль качества: разъедание, истирание (металла)11) Макаров: выработка (материала) трением, выработка материала трением, механическое повреждение поверхности, подтачивание, размыв, фрикционная коррозия, изнашивание (поверхности), стирание (поверхности), (wear) изнашивание при фреттинге12) Электрохимия: "посадочная коррозия" -
16 anodic coating
анодное покрытие
Металлическое покрытие, имеющее в данной среде электродный потенциал более отрицательный, чем у основного металла.
[ГОСТ 9.008-82]Тематики
- покрытия металл. и неметалл.
EN
DE
FR
покрытие анодное
1. Металлическое покрытие, которое в контакте с коррозионной средой является анодом, т.к. электродный потенциал этого покрытия более отрицательный, чем у покрываемого металла (например Zn-, Аl- и Cd-покрытие на стали). Повреждения анодного покрытия или наличие в нем пор не вызывает коррозии основного металла, корродирует только покрытие.
2. Покрытие, получаемое при анодировании.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > anodic coating
-
17 defect
- неисправность
- изъян
- долговременная маркировка
- дефект газотермического покрытия
- дефект (металлургия)
- дефект (в неразрушающем контроле)
- дефект
дефект
Невыполнение требования, связанного с предполагаемым или установленным использованием.
Примечания
1. Различие между понятиями дефект и несоответствие является важным, так как имеет подтекст юридического характера, особенно связанный с вопросами ответственности за качество продукции. Следовательно, термин "дефект" следует использовать чрезвычайно осторожно.
2. Использование, предполагаемое потребителем, может зависеть от характера информации, такой как инструкции по использованию и техническому обслуживанию, предоставляемые поставщиком.
[ ГОСТ Р ИСО 9000-2008]
дефект
Невыполнение заданного или ожидаемого требования, касающегося объекта, а также требования, относящегося к безопасности.
Примечание
Ожидаемое требование должно быть целесообразным с точки зрения существующих условий.
[ИСО 8402-94]
дефект
Каждое отдельное несоответствие продукции установленным требованиям.
Пояснения
Если рассматриваемая единица продукции имеет дефект, то это означает, что по меньшей мере один из показателей ее качества или параметров вышел за предельное значение или не выполняется (не удовлетворяется) одно из требований нормативной документации к признакам продукции.
Несоответствие требованиям технического задания или установленным правилам разработки (модернизации) продукции относится к конструктивным дефектам.
Несоответствие требованиям нормативной документации на изготовление или поставку продукции относится к производственным дефектам.
Примерами дефектов могут быть: выход размера детали за пределы допуска, неправильная сборка или регулировка (настройка) аппарата (прибора), царапина на защитном покрытии изделия, недопустимо высокое содержание вредных примесей в продукте, наличие заусенцев на резьбе и т.д.
Термин "дефект" связан с термином "неисправность", но не является его синонимом. Неисправность представляет собой определенное состояние изделия. Находясь в неисправном состоянии, изделие имеет один или несколько дефектов.
Термин "дефект" применяют при контроле качества продукции на стадии ее изготовления, а также при ее ремонте, например при дефектации, составлении ведомостей дефектов и контроле качества отремонтированной продукции.
Термин "неисправность" применяют при использовании, хранении и транспортировании определенных изделий. Так, например, словосочетание "характер неисправности" означает конкретное недопустимое изменение в изделии, которое до его повреждения было исправным (находилось в исправном состоянии).
В отличие от термина "дефект" термин "неисправность" распространяется не на всякую продукцию, в том числе не на всякие изделия, например не называют неисправностями недопустимые отклонения показателей качества материалов, топлива, химических продуктов, изделий пищевой промышленности и т.п.
Термин "дефект" следует отличать также от термина "отказ".
Отказом называется событие, заключающееся в нарушении работоспособности изделия, которое до возникновения отказа было работоспособным. Отказ может возникнуть в результате наличия в изделии одного или нескольких дефектов, но появление дефектов не всегда означает, что возник отказ, т.е. изделие стало неработоспособным.
[ ГОСТ 15467-79]
[ ГОСТ 19088-89]
[ ГОСТ 24166-80]
[СТО Газпром РД 2.5-141-2005]
дефект
Каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией
[Неразрушающий контроль. Россия, 1900-2000 гг.: Справочник / В.В. Клюев, Ф.Р. Соснин, С.В. Румянцев и др.; Под ред. В.В. Клюева]
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- бумага и картон
- газораспределение
- ремонт судов
- системы менеджмента качества
- управл. качеством и обеспеч. качества
- управление качеством продукции
EN
DE
FR
дефект
В широком смысле:
Любое отклонение изделия от установленных технических требований
В узком смысле:
Несплошность
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- виды (методы) и технология неразр. контроля
EN
дефект
1. Отклонение от предусмотр. технич. условиями кач-ва готового металлоизделия или полупродукта, частично или полностью наруш. совокупность св-в изделия данного вида (хим. состав, структура, сплошность и др.), к-рыми определяется его потребительская ценность. В завис-ти от линейных размеров (/) различают три вида дефектов металла: макродефекты (/ > 50 мкм); микродефекты (/ = 10*50 мкм) и субмикродефекты (/ < 10 мкм). Макродефекты обнаруж. визуально (на поверхности деталей и полуфабрикатов), макрошлифах, хим. обработ, поверхностях, на поверхности макроизломов. Микродефекты выявляются при изучении микрошлифов и микроизломов с помощью световых микроскопов. Субмикродефекты могут быть выявлены только при электронно-микроскопич. анализе.
По природе выделяют дефекты металла: поверхностные; несплошности разных формы и размеров; включения нежелат. фаз недопуст. формы и размеров; искажения геометрич. формы; несоответствие технич. условиям ср. и локального хим. состава по осн. легир. эл-там и примесям, включая ликвац. неоднородность.
По происхождению различают металлургич. и неметаллургич. дефекты. Металлургич. дефекты подразд. на 4 вида: дефекты литейного происхожд. (неслитины, гор. и хол. трещины, раковины, пористость, ликвация и т.п.); дефекты деформац. происхождения (трещины, пузыри, плены, расслоение, полосчатость и др.); дефекты порошковой и гранульной технологии (включения инородных металлов, неметаллич. включения, пористость, несплошности и др.) и дефекты тер-мич. обработки (нагрев, пережог, обезуглерож., трещины, коробление и др.).
Неметаллургич. дефекты образуются при изготовл. деталей и изделий из фасонных отливок и деформиров. полуфабрикатов (дефекты сварки и пайки, механич. обработки, термин, обработки и т.д.).
2. Нарушение периодич. расположения (чередования) частиц (атомов, ионов, молекул) в кристаллич. решетке металла или сплава, изменяющее их физич. и др. св-ва.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
дефект газотермического покрытия
дефект
Нарушение сплошности в напыленном материале и (или) на границе раздела между основой и покрытием, которое ухудшает эксплуатационные свойства газотермического покрытия.
[ ГОСТ 28076-89]Тематики
Синонимы
EN
FR
неисправность
отказ в работе
Состояние машины, характеризующееся неспособностью выполнять заданную функцию, исключая случаи проведения профилактического технического обслуживания, других запланированных действий или недостаток внешних ресурсов (например, отключение энергоснабжения).
Примечание 1
Неисправность часто является результатом повреждения самой машины, однако она может иметь место и без повреждения.
Примечание 2
На практике термины «неисправность», «отказ» и «повреждение» часто используются как синонимы.
[ ГОСТ Р ИСО 12100-1:2007]
неисправность
Состояние оборудования, характеризуемое его неспособностью выполнять требуемую функцию, исключая профилактическое обслуживание или другие планово-предупредительные действия, а также исключая неспособность выполнять требуемую функцию из-за недостатка внешних ресурсов.
Примечание - Неисправность часто является следствием отказа самого оборудования, но может существовать и без предварительного отказа.
[ГОСТ ЕН 1070-2003]
неисправность
Состояние технического объекта (элемента), характеризуемое его неспособностью выполнять требуемую функцию, исключая периоды профилактического технического обслуживания или другие планово-предупредительные действия, или в результате недостатка внешних ресурсов.
Примечания
1 Неисправность является часто следствием отказа самого технического объекта, но может существовать и без предварительного отказа.
2 Английский термин «fault» и его определение идентичны данному в МЭК 60050-191 (МЭС 191-05-01) [1]. В машиностроении чаще применяют французский термин «defaut» или немецкий термин «Fehler», чем термины «panne» и «Fehlzusstand», которые употребляют с этим определением.
[ ГОСТ Р ИСО 13849-1-2003]Тематики
EN
- abnormality
- abort
- abortion
- breakage
- breakdown
- bug
- defect
- disease
- disrepair
- disturbance
- fail
- failure
- failure occurrence
- fault
- faultiness
- fouling
- health problem
- layup
- malfunction
- problem
- shutdown
- trouble
DE
FR
3.6.3 дефект (defect): Невыполнение требования (3.1.2), связанного с предполагаемым или установленным использованием.
Примечания
1 Различие между понятиями дефект и несоответствие (3.6.2) является важным, так как имеет подтекст юридического характера, особенно связанный с вопросами ответственности за качество продукции. Следовательно, термин «дефект» следует использовать чрезвычайно осторожно.
2 Использование, предполагаемое потребителем (3.3.5), может зависеть от характера информации, такой как инструкции по использованию и техническому обслуживанию, предоставляемые поставщиком (3.3.6).
Источник: ГОСТ Р ИСО 9000-2008: Системы менеджмента качества. Основные положения и словарь оригинал документа
3.1. Дефект
Defect
По ГОСТ 15467
Источник: ГОСТ 27.002-89: Надежность в технике. Основные понятия. Термины и определения оригинал документа
4.5 дефект (defect): Несовершенство и/или плотность залегающих несовершенств, не соответствующие критериям приемки, установленным настоящим стандартом.
Источник: ГОСТ Р ИСО 3183-2009: Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.8 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
Источник: ГОСТ Р 53366-2009: Трубы стальные, применяемые в качестве обсадных или насосно-компрессорных труб для скважин в нефтяной и газовой промышленности. Общие технические условия оригинал документа
3.9 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
Источник: ГОСТ Р 54383-2011: Трубы стальные бурильные для нефтяной и газовой промышленности. Технические условия оригинал документа
3.6 дефект (defect): Невыполнение требования, связанного с предполагаемым или установленным использованием.
Примечание 1 - Различие между понятиями «дефект» и «несоответствие» важно, поскольку у него есть юридические основания, связанные с ответственностью за качество выпускаемой продукции. Следовательно, термин «дефект» должен быть использован с чрезвычайной осторожностью.
Примечание 2 - Потребительские требования и предназначенное использование продукции должны быть установлены в документации, предоставляемой потребителю.
[ИСО 3534-2]
Источник: ГОСТ Р ИСО 2859-5-2009: Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 5. Система последовательных планов на основе AQL для контроля последовательных партий оригинал документа
4.1.1 дефект (defect): Несовершенство, имеющее размер, достаточный для отбраковки изделия на основании критериев, установленных настоящим стандартом.
Источник: ГОСТ Р ИСО 13680-2011: Трубы бесшовные обсадные, насосно-компрессорные и трубные заготовки для муфт из коррозионно-стойких высоколегированных сталей и сплавов для нефтяной и газовой промышленности. Технические условия оригинал документа
3.1.4 дефект (defect): Невыполнение требуемого или ожидаемого в силу объективных причин, в том числе связанное с безопасностью.
Примечание - Требуемое или ожидаемое должно быть выполнимым в сложившихся обстоятельствах.
Источник: ГОСТ Р 50030.5.4-2011: Аппаратура распределения и управления низковольтная. Часть 5.4. Аппараты и элементы коммутации для цепей управления. Метод оценки рабочих характеристик слаботочных контактов. Специальные испытания оригинал документа
3.7 дефект (defect): Невыполнение требования, связанного с предусмотренным или установленным использованием.
Примечание - При наличии дефекта крепежное изделие не может функционировать по своему ожидаемому или предусмотренному использованию. [ИСО 9000]
Источник: ГОСТ Р ИСО 16426-2009: Изделия крепежные. Система обеспечения качества оригинал документа
3.6.3 дефект (defect): Невыполнение требования (3.1.2), связанного с предполагаемым или установленным использованием.
Примечания
1 Различие между понятиями дефект и несоответствие (3.6.2) является важным, так как имеет подтекст юридического характера, особенно связанный с вопросами ответственности за качество продукции. Следовательно, термин «дефект» следует использовать чрезвычайно осторожно.
2 Использование, предполагаемое потребителем (3.3.5), может зависеть от характера информации, такой как инструкции по использованию и техническому обслуживанию, предоставляемые поставщиком (3.3.6).
Источник: ГОСТ ISO 9000-2011: Системы менеджмента качества. Основные положения и словарь
4. Дефект
D. Defect
E. Defect
F. Défaut
Источник: ГОСТ 24166-80: Система технического обслуживания и ремонта судов. Ремонт судов. Термины и определения оригинал документа
3.2.39 дефект (defect): Невыполнение требования, связанного с предполагаемым или установленным использованием.
Источник: ГОСТ Р 54147-2010: Стратегический и инновационный менеджмент. Термины и определения оригинал документа
3.2.4.2 дефект (defect): Недостаток, исключающий приемку изделия в соответствии с настоящим стандартом.
Источник: ГОСТ Р ИСО 3183-1-2007: Трубы стальные для трубопроводов. Технические условия. Часть 1. Требования к трубам класса А оригинал документа
04.02.27 долговременная маркировка [ permanent marking]: Изображение, полученное с помощью интрузивного или неинтрузивного маркирования, которое должно оставаться различимым, как минимум, в течение установленного срока службы изделия.
Сравнить с терминологической статьей «соединение» по ИСО/МЭК19762-11).
______________
1)Терминологическая статья 04.02.27 не связана с указанной терминологической статьей.
<2>4 Сокращения
ECI интерпретация в расширенном канале [extended channel interpretation]
DPM прямое маркирование изделий [direct part marking]
BWA коррекция ширины штриха [bar width adjustment]
BWC компенсация ширины штриха [barwidth compensation]
CPI число знаков на дюйм [characters per inch]
PCS сигнал контраста печати [print contrast signal]
ORM оптический носитель данных [optically readable medium]
FoV поле обзора [field of view]
Алфавитный указатель терминов на английском языке
(n, k)symbology
04.02.13
add-on symbol
03.02.29
alignment pattern
04.02.07
aperture
02.04.09
auto discrimination
02.04.33
auxiliary character/pattern
03.01.04
background
02.02.05
bar
02.01.05
bar code character
02.01.09
bar code density
03.02.14
barcode master
03.02.19
barcode reader
02.04.05
barcode symbol
02.01.03
bar height
02.01.16
bar-space sequence
02.01.20
barwidth
02.01.17
barwidth adjustment
03.02.21
barwidth compensation
03.02.22
barwidth gain/loss
03.02.23
barwidth increase
03.02.24
barwidth reduction
03.02.25
bearer bar
03.02.11
binary symbology
03.01.10
characters per inch
03.02.15
charge-coupled device
02.04.13
coded character set
02.01.08
column
04.02.11
compaction mode
04.02.15
composite symbol
04.02.14
contact scanner
02.04.07
continuous code
03.01.12
corner marks
03.02.20
data codeword
04.02.18
data region
04.02.17
decodability
02.02.28
decode algorithm
02.02.01
defect
02.02.22
delineator
03.02.30
densitometer
02.02.18
depth of field (1)
02.04.30
depth of field (2)
02.04.31
diffuse reflection
02.02.09
direct part marking
04.02.24
discrete code
03.01.13
dot code
04.02.05
effective aperture
02.04.10
element
02.01.14
erasure
04.02.21
error correction codeword
04.02.19
error correction level
04.02.20
even parity
03.02.08
field of view
02.04.32
film master
03.02.18
finder pattern
04.02.08
fixed beam scanner
02.04.16
fixed parity
03.02.10
fixed pattern
04.02.03
flat-bed scanner
02.04.21
gloss
02.02.13
guard pattern
03.02.04
helium neon laser
02.04.14
integrated artwork
03.02.28
intercharacter gap
03.01.08
intrusive marking
04.02.25
label printing machine
02.04.34
ladder orientation
03.02.05
laser engraver
02.04.35
latch character
02.01.24
linear bar code symbol
03.01.01
magnification factor
03.02.27
matrix symbology
04.02.04
modular symbology
03.01.11
module (1)
02.01.13
module (2)
04.02.06
modulo
03.02.03
moving beam scanner
02.04.15
multi-row symbology
04.02.09
non-intrusive marking
04.02.26
odd parity
03.02.07
omnidirectional
03.01.14
omnidirectional scanner
02.04.20
opacity
02.02.16
optically readable medium
02.01.01
optical throw
02.04.27
orientation
02.04.23
orientation pattern
02.01.22
oscillating mirror scanner
02.04.19
overhead
03.01.03
overprinting
02.04.36
pad character
04.02.22
pad codeword
04.02.23
permanent marking
04.02.27
photometer
02.02.19
picket fence orientation
03.02.06
pitch
02.04.26
pixel
02.04.37
print contrast signal
02.02.20
printability gauge
03.02.26
printability test
02.02.21
print quality
02.02.02
quiet zone
02.01.06
raster
02.04.18
raster scanner
02.04.17
reading angle
02.04.22
reading distance
02.04.29
read rate
02.04.06
redundancy
03.01.05
reference decode algorithm
02.02.26
reference threshold
02.02.27
reflectance
02.02.07
reflectance difference
02.02.11
regular reflection
02.02.08
resolution
02.01.15
row
04.02.10
scanner
02.04.04
scanning window
02.04.28
scan, noun (1)
02.04.01
scan, noun (2)
02.04.03
scan reflectance profile
02.02.17
scan, verb
02.04.02
self-checking
02.01.21
shift character
02.01.23
short read
03.02.12
show through
02.02.12
single line (beam) scanner
02.04.11
skew
02.04.25
slot reader
02.04.12
speck
02.02.24
spectral response
02.02.10
spot
02.02.25
stacked symbology
04.02.12
stop character/pattern
03.01.02
structured append
04.02.16
substitution error
03.02.01
substrate
02.02.06
symbol architecture
02.01.04
symbol aspect ratio
02.01.19
symbol character
02.01.07
symbol check character
03.02.02
symbol density
03.02.16
symbology
02.01.02
symbol width
02.01.18
tilt
02.04.24
transmittance (l)
02.02.14
transmittance (2)
02.02.15
truncation
03.02.13
two-dimensional symbol (1)
04.02.01
two-dimensional symbol (2)
04.02.02
two-width symbology
03.01.09
variable parity encodation
03.02.09
verification
02.02.03
verifier
02.02.04
vertical redundancy
03.01.06
void
02.02.23
wand
02.04.08
wide: narrow ratio
03.01.07
X dimension
02.01.10
Y dimension
02.01.11
Z dimension
02.01.12
zero-suppression
03.02.17
<2>Приложение ДА1)
______________
1)
Источник: ГОСТ Р ИСО/МЭК 19762-2-2011: Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 2. Оптические носители данных (ОНД) оригинал документа
Англо-русский словарь нормативно-технической терминологии > defect
-
18 coating
2. облицовка, обмазка3. покрывающий [защитный, изоляционный] слой4. грунтовка5. покрывать6. облицовывать7. грунтовать8. обрезинивать, гуммировать (покрывать тонким слоем клея; наносить резиновое или эбонитовое покрытие на металлическое изделие)ablation coating — абляционное покрытие
ablative coating — абляционное покрытие
abrasion-resistant coating — износостойкое покрытие
acid-resistant coating — кислотостойкое [кислотоупорное] покрытие
acrylic coating — акриловое покрытие
active thermal control coating — активное терморегулируемое покрытие
aerosol coating — аэрозольное покрытие
aerospace coating — покрытие для авиационно-космической техники
aircraft coating — покрытие для авиационной техники, авиационное покрытие
alloy coating — покрытие из сплава; легированное покрытие
aluminide coating — алюминидное покрытие
aluminized coating — алитированное покрытие
aluminum coating — 1) алюминиевое покрытие 2) алитирование, алюминирование
aluminum-chromium coating — 1) хромо-алюминиевое покрытие 2) хромо-алитирование
aluminum hard coating — твёрдое алитирование
aluminum-modified silicone coating — силиконовое покрытие, модифицированное алюминием
anodized coating — 1) анодированное покрытие 2) анодирование (электрохимический процесс получения защитного или декоративного покрытия на поверхности различных сплавов; обычно проводится в 20%-ном растворе серной кислоты)
anticorrosive coating — противокоррозионное [противокоррозийное, антикоррозионное] покрытие
antifoulant coating — необрастающее покрытие
antifouling coating — необрастающее покрытие
antioxidation coating — противоокислительное [антиокислительное] покрытие
antiradar coating — противорадиолокационное [антирадиолокационное] покрытие
antireflectance coating — противоотражательное покрытие
antireflection coating — противоотражательное покрытие
antirust coating — противокоррозионное [противокоррозийное, антикоррозионное] покрытие
antistatic coating — антистатическое покрытие; покрытие, предохраняющее от накопления статического заряда
beryllide coating — бериллидное покрытие
beryllium coating — покрытие бериллием
beryllium-oxide coating — покрытие окисью бериллия
birefringent coating — покрытие с двойным лучепреломлением
birefringent photoelastic coating — фотоупругое покрытие с двойным лучепреломлением
boron coating — 1) покрытие бором 2) борирование
boron-carbide coating — покрытие карбидом бора
boron-nitride coating — покрытие нитридом бора
brass coating — 1) покрытие латунью 2) латунирование
brittle coating — хрупкое покрытие
cadmium coating — 1) кадмиевое покрытие 2) кадмирование
calorized aluminum coating — диффузионное алитирование
carbide coating — карбидное покрытие
cataphoretic coating — катафорезное покрытие
cementation coating — 1) цементационное покрытие 2) цементация
ceramic coating — керамическое покрытие
ceramic-bonded lubricating coating — смазывающее покрытие с керамической связкой
ceramic dielectric coating — керамическое покрытие с диэлектрическими свойствами
ceramic-fiber-reinforced plastic coating — пластмассовое покрытие, армированное керамическим волокном
cermet coating — металлокерамическое покрытие
chemical coating — химическое покрытие
chemical conversion coating — химическое защитное покрытие
chemically bonded coating — покрытие методом химической связи
chemical-resistant coating — химически стойкое покрытие
chemical vapor deposition coating — химическое покрытие осаждением из паровой [газовой] фазы
chlorinated-rubber coating — хлоркаучуковое покрытие
chromium coating — 1) хромистое покрытие 2) хромирование
chromium-aluminum coating — 1) хром-алюминиевое покрытие 2) хромо-алитирование
chromium-boride coating — покрытие боридом хрома
chromium-carbide coating — покрытие карбидом хрома
chromium-cermet coating — хромо-металло-керамическое покрытие
chromium-oxide coating — покрытие окисью хрома
chromium-phosphate coating — хромофосфатное покрытие
chromium-silicon coating — хромокремниевое покрытие
chromium-titanium coating — хромотитановое покрытие
chromized coating — хромированное покрытие
cladding coating — покрытие плакированием
co-diffused coating — совместное диффузионное покрытие двумя веществами
color anodic coating — 1) цветное анодное покрытие 2) цветное анодирование
columbium coating — покрытие ниобием
columbium-carbide coating — покрытие карбидом ниобия
columbium-disilicide coating — покрытие дисилицидом ниобия
complex coating — комплексное [многоэлементное] покрытие
composite coating — композиционное покрытие, покрытие композиционным материалом
conducting coating — проводящее покрытие
conductive coating — проводящее покрытие
container coating — 1) покрытие контейнера 2) протектор бака
conversion coating — конверсионное [химическое] покрытие
copper coating — 1) медное покрытие 2) омеднение
corrosion-resistant coating — коррозионно-стойкое покрытие
depositing coating — покрытие осаждением [напылением]
diffused aluminum coating — диффузионное алитирование
diffusion coating — диффузионное покрытие
disilicide coating — дисилицидное покрытие
dispersion coating — дисперсионное покрытие
dry-film coating — сухое плёночное покрытие
elastomeric coating — эластомерное [резиновое] покрытие
electrical insulating coating — электроизоляционное покрытие
electrically conductive coating — электропроводящее покрытие
electroless nickel coating — химическое никелирование
electrophoresis coating — электрофорезное покрытие
electrophoretic coating — электрофорезное покрытие
electroplated coating — 1) гальваническое покрытие 2) электропокрытие
electrostatic coating — покрытие электростатическим напылением
emission coating — активное покрытие, покрытие с эмиссионными свойствами
ероху coating — эпоксидное покрытие
epoxy-gel coating — желатинированное покрытие на основе эпоксидной смолы
erosion-resistant coating — противоэрозионное [эрозионностойкое] покрытие
evaporation coating — конденсационное покрытие
evaporative coating — конденсационное покрытие
external optical coating — наружное оптическое покрытие
film coating — плёночное покрытие
fire-resistant coating — огнестойкое покрытие
fireproof coating — огнестойкое покрытие
fire-retardant coating — огнестойкое покрытие
flame-resistant coating — огнестойкое покрытие
flame-sprayed coating — покрытие горячим напылением
flexible coating — эластичное покрытие
fluidized-bed coating — покрытие в псевдоожиженном слое, нанесение покрытия вихревым способом
fluorescent coating — флуоресцентное [люминесцентное] покрытие
fluoride coating — фторидное покрытие [плёнка]
fluorocarbon coating — фторуглеродистое покрытие
foam coating — пенопокрытие
foam-polyurethane coating — пенополиуретановое покрытие
functional coating — функциональное покрытие
fused-salt dip coating — покрытие погружением в расплавленные соли
fused-silicide coating — покрытие плавленым силицидом
galvanized zinc coating — горячее цинкование
gasoline-resistant coating — бензиностойкое покрытие
gas sensitive coating — газочувствительное покрытие
gas-tight coating — газонепроницаемое покрытие
glass coating — стеклянное покрытие
glass-ceramic coating — стеклокерамическое покрытие
glass-flake protective coating — защитное покрытие стеклянными чешуйками
glass-like coating — стекловидное покрытие
glassy coating — стекловидное покрытие
gold coating — покрытие золотом [золотой плёнкой]
graphite coating — графитовое покрытие
hard crystalline coating — твёрдое кристаллическое покрытие
heat-insulating coating — теплоизоляционное покрытие
heat-reflective coating — теплоотражательное покрытие
heat-resistant coating — теплостойкое покрытие
high-temperature coating — высокотемпературное [жаростойкое] покрытие
hi-temp coating — высокотемпературное [жаростойкое] покрытие
hot-dip coating — покрытие горячим погружением [окунанием]
hot-dip aluminum coating — горячее алитирование
hot-dip tin coating — горячее лужение
hot-dip zinc coating — горячее цинкование
hot-melt coating — покрытие расплавом
hot-pressed coating — покрытие горячим прессованием
immersion coating — покрытие погружением [окунанием]
infrared reflective coating — покрытие, отражающее инфракрасные лучи
inhibitory coating — 1) противоокислительное покрытие 2) бронирующее покрытие
inorganic-filled coating — покрытие с неорганическим наполнителем
insulating coating — изоляционное покрытие, покрывающий изоляционный слой
insulation coating — изоляционное покрытие, покрывающий изоляционный слой
intermetallic coating — интерметаллическое покрытие
ion-sputtering coating — покрытие методом ионного напыления
iridium coating — покрытие иридием
laminated coating — слоистое покрытие
lead-alloy coating — покрытие сплавом свинца, свинцевание
lightning protective coating — защитное покрытие от воздействия молний
light-sensitive coating — светочувствительное покрытие
lithia-bearing ceramic coating — керамическое покрытие с присадкой окиси лития
long-life coating — жизнеспособное покрытие
low-conductive coating — покрытие с низкой проводимостью
low-temperature coating — низкотемпературное покрытие
luminescent coating — люминесцентное [люминесцирующее] покрытие
magnesium coating — покрытие магнием
melamine-formaldehyde coating — меламино-формальдегидное покрытие
metal-bonded oxide coating — окисное покрытие с металлической связкой
metal-ceramic coating — металлокерамическое покрытие
metallic coating — металлическое покрытие
metallic-carbide-base coating — покрытие на основе карбида металла
metallic pigmented coating — металлическое пигментированное покрытие
metallized coating — 1) металлизированное покрытие 2) металлизация
metal spray coating — металлизация напылением
microcellular coating — микропористое покрытие
microthin metal coating — микротонкое металлическое покрытие
missile fuel resistant coating — покрытие, стойкое к ракетному топливу
moisture-resistant coating — влагостойкое покрытие
molybdenum-alumina coating — покрытие молибденом и окисью алюминия
molybdenum-disilicide coating — покрытие дисилицидом молибдена
molybdenum-silicide coating — покрытие силицидом молибдена
monolayer coating — однослойное покрытие
mullite coating — муллитовое покрытие ( огнеупорное противопригарное покрытие)
multicycle coating — многоцикловое покрытие
multilayer coating — многослойное покрытие
multiphase coating — многофазное покрытие
multiple-element coating — многоэлементное покрытие
nichrome coating — нихромовое покрытие
nickel coating — 1) никелевое покрытие 2) никелирование
nickel-alumina coating — покрытие из никеля и окиси алюминия
nickel-aluminide coating — покрытие из алюминида никеля
nickel-aluminum coating — никель-алюминиевое покрытие
nickel-cermet coating — никелево-металло-керамическое покрытие
nickel-chromium coating — хромоникелевое покрытие
nickel-oxide coating — покрытие окисью никеля
nickel-phosphorous coating — никель-фосфорное покрытие
nickel-silica coating — покрытие из никеля и двуокиси кремния
nickel-silicon-carbide coating — покрытие из никеля и карбида кремния
nickel-tungsten-carbide coating — покрытие из никеля и карбида вольфрама
nickel-zirconia coating — покрытие из никеля и двуокиси циркония
nitride coating — нитридное покрытие
nitrocellulose coating — 1) нитроцеллюлозное покрытие 2) покрытие нитролаком
nonmetallic coating — неметаллическое покрытие
opaque coating — непрозрачное покрытие
organosol coating — органозолевое покрытие
oxidation-preventing coating — противоокислительное покрытие
oxidation-protective coating — противоокислительное покрытие
oxidation-resistant coating — покрытие, стойкое к окислению
oxide coating — 1) оксидное покрытие 2) окисная плёнка
oxide-ceramic coating — покрытие из окисной керамики
paint coating — красочное покрытие, покрытие краской
palladium coating — 1) покрытие палладием 2) палладирование
passive coating — пассивное покрытие
peelable coating — отслаиваемое [удаляемое] покрытие
phase-change coating — покрытие с изменяющейся фазой, комбинация активного и пассивного терморегулируемого покрытия
phenolic coating — фенольное покрытие
phosphate coating — 1) фосфатное покрытие 2) фосфатирование
phosphorescent coating — фосфоресцирующее покрытие
photochromic coating — фотохромное покрытие
photoconducting coating — фотопроводящее покрытие
photoelastic coating — покрытие с фотоупругими свойствами
photoemitting coating — фотоэмиттирующее покрытие
photostress coating — фотоупругое покрытие
pigmented coating — пигментное покрытие
plasma arc coating — покрытие плазменной дугой
plasma jet coating — покрытие плазменной струёй
plasma-sprayed coating — покрытие плазменным напылением
plastic coating — пластмассовое покрытие
plastisol coating — пластизольное покрытие, покрытие поливинилхлоридной пастой
plated coating — 1) гальваническое покрытие 2) электролитическое [электроосаждённое] покрытие
platinum coating — покрытие платиной; платинирование
polyamide coating — полиамидное покрытие
polyamide-epoxy coating — полиамидо-эпоксидное покрытие
polyester coating — полиэфирное покрытие
polyimide coating — полиимидное покрытие
polymeric coating — полимерное покрытие
polysulfide coating — полисульфидное покрытие (устойчивое к солнечному свету, окислению и различным погодным условиям; получают обработкой хлорированного полиэфира неорганическими полисульфидами)
polysulfide-epoxy coating — полисульфидно-эпоксидное покрытие
polyurethane coating — полиуретановое покрытие
polyvinyl-acetal coating — поливинил-ацетальное покрытие
polyvinyl-chloride coating — поливинилхлоридное покрытие
PVC coating — поливинилхлоридное покрытие
pore-free coating — непористое покрытие
porous coating — пористое покрытие
powder coating — покрытие порошком
preapplied coating — грунтовка (первый наносимый слой на подготовленную к окраске поверхность для создания надёжного сцепления верхних слоёв покрытия с окрашиваемой поверхностью)
protective coating — защитное покрытие
protective corrosion coating — противокоррозионное покрытие
pyrolytic coating — пиролитическое покрытие
pyrolytic-carbon coating — пироуглеродное покрытие, покрытие из пироуглерода
pyrolytic-graphite coating — пирографитовое покрытие
radiative coating — теплоизлучающее покрытие
rain-erosion-resistant coating — покрытие, стойкое к дождевой эрозии
rare-earth oxide coating — покрытие редкоземельным окислом
rare-metal coating — покрытие редкоземельным металлом
reflective coating — отражающее [отражательное] покрытие
refractory coating — тугоплавкое [огнеупорное] покрытие
reinforced coating — покрытие армированным материалом
reinforced ceramic coating — армированное керамическое покрытие
resin coating — 1) покрытие смолой 2) лаковая смола
Rockide coating — покрытие «Рокайд» ( тугоплавкое окисное покрытие)
Rockide-A coating — тугоплавкое покрытие на основе окиси алюминия
Rockide-C coating — тугоплавкое покрытие на основе окиси хрома
Rockide-Z coating — тугоплавкое покрытие на основе двуокиси циркония
rubber coating — 1) покрытие на основе каучука 2) покрытие [обкладывание] резиной
sacrificial coating — расходуемое покрытие
self-bonded coating — самосвязывающееся покрытие
self-sacrificing coating — разрушающееся покрытие
semitransparent coating — полупрозрачное покрытие
sherardized coating — покрытие цинком, шерардизация
silica coating — покрытие на основе двуокиси кремния
silicide coating — силицидное покрытие
silicide diffusion coating — диффузионное силицидное покрытие
silicon coating — кремниевое покрытие
silicon-carbide coating — покрытие карбидом кремния
silicone coating — кремнийорганическое [силиконовое] покрытие
silicone-ceramic coating — покрытие на основе кремнийорганического соединения и керамики, силиконо-керамическое покрытие
silicone-rubber coating — 1) кремнекаучуковое покрытие 2) покрытие силиконовой резиной
siliconized coating — силицированное покрытие
silicon-nitride coating — покрытие нитридом кремния
silicon-oxide coating — покрытие двуокисью кремния
single-element coating — однородное покрытие
sintered coating — покрытие спеканием
slurry coating — покрытие шламом
spacecraft optical coating — оптическое покрытие космического аппарата
space-stable thermal control coating — терморегулируемое покрытие, устойчивое в условиях космоса
spinel coating — шпинелевое покрытие
sprayed coating — покрытие напылением, напыляемое покрытие
spraying coating — покрытие напылением, напыляемое покрытие
sputtering coating — напыляемое покрытие, покрытие напылением
stable paint coating — покрытие устойчивой краской
strip coating — съёмное покрытие
sulfide coating — сульфидное покрытие
sull coating — покрытие оксидной плёнкой
tailored coating — покрытие с заданными характеристиками [свойствами]
tailor-made coating — покрытие с заданными характеристиками [свойствами]
tantalum coating — покрытие танталом
tantalum-carbide coating — покрытие карбидом тантала
temperature control coating — терморегулируемое покрытие
temperature-resistant coating — теплостойкое покрытие
temperature-sensitive coating — температуро-чувствительное покрытие
terne coating — 1) покрытие оловянно-свинцовым сплавом 2) лужение 3) освинцовывание
thermal-barrier coating — термозащитное [теплозащитное] покрытие
thermal control coating — терморегулируемое покрытие
thermal diffusion coating — термодиффузионное покрытие
thermal-protective coating — теплозащитное покрытие
thermal shock-resistant coating — стойкое к тепловому удару покрытие
thermoplastic powder coating — покрытие из термопластического порошка
thermosetting-powder coating — покрытие термореактивным порошком
thin polymer coating — тонкое полимерное покрытие
thoriated-tungsten coating — покрытие торированным вольфрамом
thorium-oxide coating — покрытие двуокисью тория
tin coating — 1) оловянное покрытие, полуда 2) лужение
titanium coating — 1) титановое покрытие 2) титанирование
titanium-boride coating — покрытие боридом титана
titanium-carbide coating — покрытие карбидом титана
titanium-diboride coating — покрытие диборидом титана
titanium-nitride coating — покрытие нитридом титана
titanium-oxide coating — покрытие окисью титана
translucent coating — просвечивающее [прозрачное] покрытие
transparent coating — прозрачное [просвечивающее] покрытие
tungsten coating — 1) вольфрамовое покрытие 2) вольфрамирование
tungsten-carbide coating — покрытие карбидом вольфрама
two-component reactive coating — двухкомпонентное реактивное покрытие
ultraviolet reflective coating — покрытие, отражающее ультрафиолетовые лучи
urea coating — мочевинное [карбамидное] покрытие
urethane coating — уретановое покрытие
vacuum coating — покрытие, наносимое в вакууме
vacuum deposited coating — покрытие осаждением в вакууме
vacuum-evaporated coating — покрытие испарением ( металла) в вакууме
vacuum-metallized coating — покрытие металлизацией в вакууме
vacuum-sputtering coating — покрытие распылением в вакууме
vacuum-vapor coating — покрытие в вакууме осаждением из паровой [газовой] фазы
vanadium coating — 1) покрытие ванадием 2) ванадирование
vanadium-boride coating — покрытие боридом ванадия
vapor-deposited coating — покрытие осаждением из паровой фазы, покрытие газофазным осаждением
vapor-deposition coating — покрытие осаждением из паровой фазы, покрытие газофазным осаждением
vinyl coating — виниловое покрытие
vitreous coating — стекловидное покрытие
water-repellent coating — водоотталкивающее покрытие
wear-resistant coating — износостойкое покрытие
white thermal control coating — терморегулируемое белое покрытие
yttrium-oxide coating — покрытие окисью иттрия
zinc coating — цинковое покрытие, оцинковка, цинкование
zinc-oxide-potassium-silicate coating — покрытие из окиси цинка и силиката калия
zinc-phosphate coating — покрытие фосфатом цинка
zinc-silicate coating — покрытие силикатом цинка
zircon coating — покрытие цирконом
zirconia coating — покрытие двуокисью циркония
zirconium coating — покрытие цирконием
zirconium-boride coating — покрытие боридом циркония
zirconium-carbide coating — покрытие карбидом циркония
zirconium-oxide coating — покрытие двуокисью циркония
English-Russian dictionary of aviation and space materials > coating
-
19 contact method of coating production
контактный способ получения покрытия
Получение покрытия из раствора солей наносимого металла погружением основного покрываемого металла, находящегося в контакте с более электроотрицательным металлом.
[ГОСТ 9.008-82]Тематики
- покрытия металл. и неметалл.
EN
DE
FR
- procédé pa contact d`obtention du revêtement
Англо-русский словарь нормативно-технической терминологии > contact method of coating production
-
20 flaking
['fleɪkɪŋ]1) Общая лексика: выпадение в виде хлопьев, образование хлопьев, расслаивание2) Геология: сыпание3) Биология: расслаивающийся, расслоение4) Техника: вальцевание масличных семян (перёд экстракцией), лущение (спичечной соломки), отслаивание (чешуек, напр. цинкового покрытия, штукатурки), пыление (бумаги), чешуйчатое отслаивание, шелушение, пылимость (бумаги)5) Химия: расслаивающий6) Строительство: отслаивание поверхности, отслоение, шелушение (плёнки краски и т. п.)7) Автомобильный термин: образование флокенов, образование чешуек, выкрашивание (напр. дорожного полотна при движении)8) Археология: расщепление (mine)9) Горное дело: отслаивающийся чешуйками10) Металлургия: шелушение (напр. футеровки), отслаивание чешуек (цинкового покрыти)11) Полиграфия: отслаивание (напр. краски), отделение (напр. покрытия)12) Нефть: превращение в чешуйки, превращение в хлопья13) Пищевая промышленность: производство хлопьев, плющение на вальцах (для получения хлопьев)14) Силикатное производство: превращение в чешуйки или хлопья15) Парфюмерия: осыпание хлопьев16) Полимеры: хлопьеобразование17) Контроль качества: растрескивание18) Макаров: пылимость бумаги, усталостное выкрашивание, отслаивание (напр. чешуек цинкового покрытия, штукатурки), шелушение (напр., футеровки, краски), вальцевание масличных семян (перед экстракцией), выкрашивание (с поверхности)19) Электрохимия: отслаивание (осадка)20) Нефть и газ: отслаивание (металла)21) Тенгизшевройл: (off)(gouging of metal of the railhead - indicated by small chipping and cavities) отслоение металла по поверхности катания головки рельса
См. также в других словарях:
ГОСТ 9.008-73: ЕСЗКС. Покрытия металлические и неметаллические неорганические. Термины и определения — Терминология ГОСТ 9.008 73: ЕСЗКС. Покрытия металлические и неметаллические неорганические. Термины и определения оригинал документа: 23. Активация Иди. Декапирование I). Aktivicrung E. Activation F. Activation Обработка поверхности… … Словарь-справочник терминов нормативно-технической документации
Защитные лакокрасочные покрытия — покрытия, наносимые на поверхности металлических изделий и сооружений с целью защиты их от коррозии и для декоративной отделки. З. л. п. не изменяют принципиально электрохимическую природу процессов, происходящих на поверхности… … Большая советская энциклопедия
СТ ЦКБА 105-2012: Арматура трубопроводная. Покрытия металлические и неметаллические неорганические. Технологический процесс — Терминология СТ ЦКБА 105 2012: Арматура трубопроводная. Покрытия металлические и неметаллические неорганические. Технологический процесс: 3.1 активация : Обработка поверхности основного покрываемого металла (подслоя) в растворах химическим или… … Словарь-справочник терминов нормативно-технической документации
СТО 0059-2008: Стандарт организации. Система защиты металлических изделий от коррозии. Покрытия защитные термодиффузионные цинковые на металлических деталях и крепежных изделиях. Общие технические условия — Терминология СТО 0059 2008: Стандарт организации. Система защиты металлических изделий от коррозии. Покрытия защитные термодиффузионные цинковые на металлических деталях и крепежных изделиях. Общие технические условия: 3.3 защита от коррозии:… … Словарь-справочник терминов нормативно-технической документации
СТО 02494680-0034-2004: Стандарт организации. Система защиты металлических конструкций от коррозии. Покрытия защитные термодиффузионные цинковые на элементах металлических конструкций и крепежных изделиях. Общие технические условия — Терминология СТО 02494680 0034 2004: Стандарт организации. Система защиты металлических конструкций от коррозии. Покрытия защитные термодиффузионные цинковые на элементах металлических конструкций и крепежных изделиях. Общие технические условия:… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 9.402-2004: Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию — Терминология ГОСТ 9.402 2004: Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию оригинал документа: 3.8 вторичная коррозия: Небольшое образование ржавчины на поверхности… … Словарь-справочник терминов нормативно-технической документации
Толщина покрытия — 2. Толщина покрытия Общая толщина покрытия, полученная при нанесении материала на поверхность Источник … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 9.915-2010: Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия, изделия. Методы испытаний на водородное охрупчивание — Терминология ГОСТ Р 9.915 2010: Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия, изделия. Методы испытаний на водородное охрупчивание оригинал документа: водородное охрупчивание (hydrogen embrittlement): Процесс, ведущий к … Словарь-справочник терминов нормативно-технической документации
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ — образуются в результате пленкообразования (высыхания, отверждения) лакокрасочных материалов, нанесенных на пов сть (подложку). Осн. назначение: защита материалов от разрушения (напр., металлов от коррозии, дерева от гниения) и декоративная… … Химическая энциклопедия
галтовка основного покрываемого металла (покрытия) — Обработка поверхности основного покрываемого металла (покрытия) во вращающихся устройствах для уменьшения шероховатости, удаления продуктов коррозии и загрязнений. [ГОСТ 9.008 82] Тематики покрытия металл. и неметалл … Справочник технического переводчика
шлифование основного покрываемого металла (покрытия) — Обработка поверхности основного покрываемого металла (покрытия) абразивными материалами для уменьшения ее шероховатости. [ГОСТ 9.008 82] Тематики покрытия металл. и неметалл … Справочник технического переводчика